Сварка тонкого листового металла инвертором для начинающих — как варить инвертором, на какой полярности сваривать железо, аппараты с проволокой
06ДекСодержание статьи
- Как проводить процедуру с тонкостенными изделиями
- Технология: как сваривать тонкий металл инвертором
- Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
- Правильная технология: как сваривать тонкий металл электросваркой
- Работа инвертором
- Достоинства сварки тонкостенных заготовок инвертором
- Как правильно сварить тонкий оцинкованный металл дуговой электросваркой
- Проблемы того, как электросваркой варить тонкий металл
- Условия, которые необходимо соблюдать при работе
- Устройство сварочного аппарата для сварки тонкого металла
- Приемы сварки тонкостенных конструкций
- Подведем итоги
В статье для начинающих сварщиков расскажем о сварочных электродов для сварки тонкого листового металла и о том, как правильно варить железо проволокой от инвертора.
Как проводить процедуру с тонкостенными изделиями
Конструкции с небольшими стенками встречаются очень часто. Это корпус автомобиля, разные емкости, кастрюли и прочее. В заводских условиях операция проводится специальным станком с пультом ЧПУ. Но что делать дома, если у вас на руках плоскость шириной от 1 мм до 1,5 мм? Электрод размером 1,5 встречается в магазинах очень редко, на прилавке намного чаще много встретить проводник 2 или 3 мм в диаметре. Но по негласному правилу сварщиков – насадка должна быть тоньше в сечении, чем заготовка. Но изделий 0,8 мм просто не существует, да и с полуторными работать настолько трудно, что использование их встречается редко. Оптимальный вариант –
Технология: как сваривать тонкий металл инвертором
Инверторная аппаратура считается более предпочтительной, потому что генератор выдает постоянный ток высокого напряжения, который легко регулировать. С ними можно работать с тонколистовыми сплавами без прогораний и деформаций. Чтобы их не было, нужно проводить процедуру как можно быстрее, не задерживаться на одном месте, проводить проводник один раз.
С ними можно работать с тонколистовыми сплавами без прогораний и деформаций. Чтобы их не было, нужно проводить процедуру как можно быстрее, не задерживаться на одном месте, проводить проводник один раз.
Второе технологическое правило – снижение токовой силы до минимального. Для этого важно иметь аппарат, которым можно плавно изменять показатели. При этом его напряжение на холостом ходу не должно быть ниже 70 В.
Чтобы не нарушилась геометрия заготовки, следите за стыками. Их необходимо тщательно очистить от коррозии. Затем требуется крепкими зажимами зафиксировать образцы и сделать несколько соединений через каждые 5-7 см. После можно приступать к основному действию.
Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
Если выбирать между трансформаторным и инверторным станком, отдаем предпочтение инвертору, потому что на нем легче выставлять параметры. Тонкостенным материалом считается любой лист, не превышающий 5 мм, но проблемы могут возникнуть только с заготовками до 3 мм. Предлагаем таблицу, рекомендуем ориентироваться по ней:
Предлагаем таблицу, рекомендуем ориентироваться по ней:
Толщина листа, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
Диаметр, мм | 1 | 1 – 1,6 | 2 | 2,5 | 2 – 3 |
Сила тока, А | 10 – 20 | 30 – 35 | 35 – 45 | 50 – 65 | 65 |
Это рекомендации, но каждый специалист опытным путем может выбрать нужные режимы. С такими проволоками или проводниками нужно помнить, что они очень быстро плавятся, поэтому их ведут очень быстро.
Правильная технология: как сваривать тонкий металл электросваркой
Ширина заготовки не влияет на три основных этапа:
- подготовка;
- сваривание;
- шлифовка, зачистка швов.
Подробнее о первых двух.
Подготовительные работы
Необходимо убрать все загрязнения, особенно следует уделить внимание месту, к которому крепится масса сварочного аппарата. Ржавчину можно снять наждачкой. Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Ржавчину можно снять наждачкой. Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Сваривание
- Чтобы дуга быстрее зажглась, перед началом зачистите электрод от обмазки на крайние 5 мм.
- Зажигать электродугу можно двумя классическими способами – чирканьем или постукиванием.
- Сварная ванна должна иметь форму овала.
- Держите дистанцию, чтобы проводник не налипал.
- Если на аппарате есть специальный режим антиприлипания, воспользуйтесь им. Он работает так: при приближении насадки к заготовке автоматически снижается напряжение оборудования. Если же дуга слишком сильно растянута, происходит обратный процесс и ток прибавляется. В результате получается стабильный шов даже при неравномерном проведении.
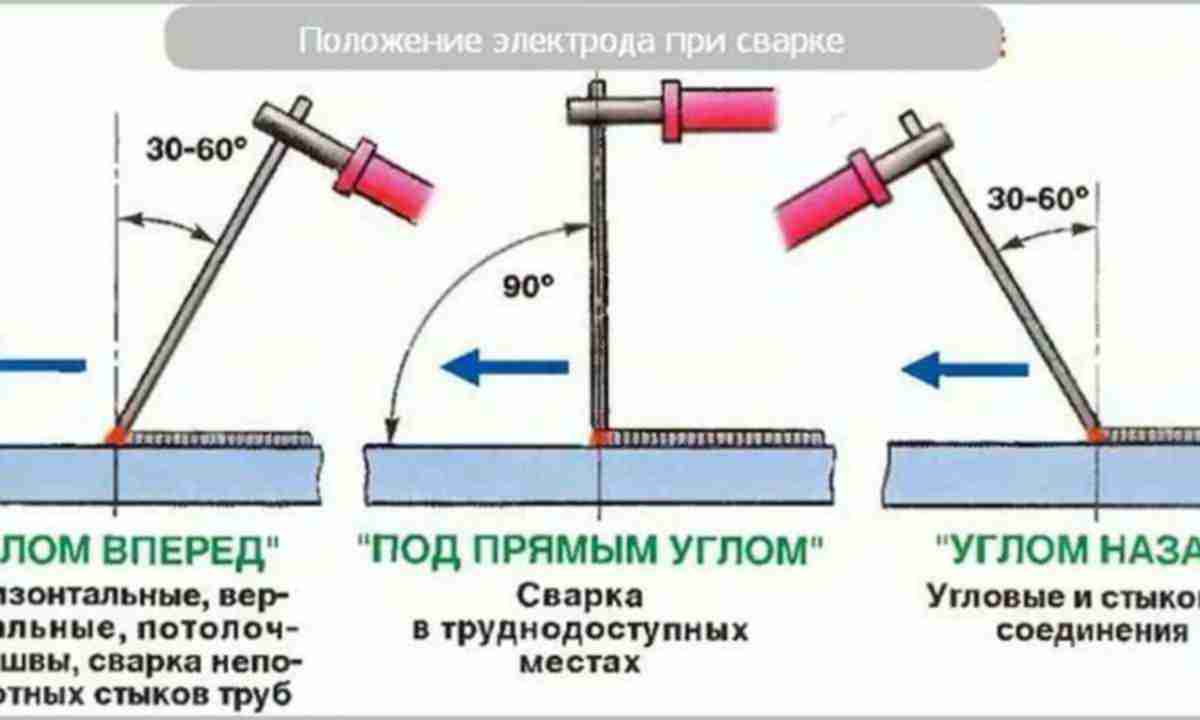
- Идеальный градус угла – 60 градусов. Его нужно сделать перед тем, как сварить тонкий металл электродом. Если делать показатель меньше, то сварное соединение получится выпуклым.

- Оптимальное движение – зигзаг. При этом не имеет значения направление от себя или к себе.
- Скорость перемещения рукояти должна быть достаточно высокой, но при этом отличаться постоянством.

Посмотрим видео самого процесса:
Работа инвертором
Особенность – применение обратной полярности, то есть к заготовке присоединяется к минусу, а к проводнику отходит плюс. Это способствует обеспечению защиты от пригораний и деформирования. Это объясняется тем, что электрод нагревается быстрее и сильнее, чем место сваривания. Рекомендуется брать расходный материал высокого качества, предпочтительно – иностранного производства. При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
При этом он должен быть не толще 2 мм в диаметре и с высокой плавучестью.
Посмотрим видеозапись о том, как варить инверторной сваркой тонкий металл:
Достоинства сварки тонкостенных заготовок инвертором
При профессиональных действиях преимуществами и использования такого типа аппаратуры являются:
- эстетичный внешний вид, отсутствие проколов;
- без деформаций и изменение размеров – они в основном происходят из-за температурного изменения;
- нет прогораний, соответственно отсутствуют некрасивые пятна;
- напряжение постоянное, без ям и сбоев.
Одним-единственным недостатком можно считать неравномерную работу при отрицательной температуре воздуха. Но сбоить начинают практически все сварочные аппараты.
Но сбоить начинают практически все сварочные аппараты.
Как правильно сварить тонкий оцинкованный металл дуговой электросваркой
Такая сталь имеет свои достоинства в эксплуатации. Она достаточно крепкая и мало подвергается внешним воздействиям, фактически не покрывается ржавчиной. Но и у нее есть минусы, самый основной – сварщикам трудно работать с материалом. Его поверхность покрыта слоем цинка, который предварительно рекомендовано убрать с помощью шлифовального станка или простой болгарки со специальным диском.
Сам аппарат подает такую температуру, что напыленное вещество само плавится быстрее, чем происходит образование шва. Но во время работы без предварительной зачистки кромок следует помнить о наличии ядовитых цинковых паров, которые нельзя вдыхать человеку. Используйте респиратор и прочие средства защиты.
Варить рекомендуется в цеху с хорошей принудительной вентиляцией, вытяжкой, или в уличных условиях.
Проблемы того, как электросваркой варить тонкий металл
Фактически любые полученные на выходе недостатки не отличаются от классического брака у сварщиков. Выделим 4 основных дефекта и расположим их по степени популярности:
Выделим 4 основных дефекта и расположим их по степени популярности:
- Прожигание заготовки. Это чрезмерное расплавление металлической пластинки до образования сквозного отверстия. Это происходит в связи с неправильно выбранной, слишком высокой, силой тока.
- Прилипание электрода. Это происходит из-за обратной причины – было подано слишком низкое напряжение. Второй вариант – конец проводника находился слишком близко к свариваемой поверхности. В результате получается некрасивая бляшка, которую придется спиливать.
- Непроваренный шов. Это случается часто у начинающих сварщиков. В страхе допустить прожигание, они отводят присадочную проволоку слишком далеко. В результате температура получается недостаточной для расплавления кромок соединительных материалов. Шв образуется только за счет присадки. А при зачистке можно увидеть непроваренные пятна.
- Деформация. Лист может помяться, согнуться, пойти волной. Это происходит из-за высокого температурного режима.
Условия, которые необходимо соблюдать при работе
Требуется внимательно подойти к выбору электрода. Он должен быть:
Он должен быть:
- диаметром не превышающий толщину листа;
- идеальный размер – 1,6 мм;
- внутри находиться тот же сплав, что у заготовки;
- обмазка из элементов, которые считаются тугоплавкими;
- любая марка.
Также следует использовать подходящий инвертор:
- полуавтомат выгоднее, чем ручная дуговая электросварка;
- сила тока варьируется в зависимости от сечения проводника, регулировка производиться в границах 10 – 15 А.
Достоинство инверторного оборудования – КПД намного выше (до 90%), чем у трансформатора, да и задействует оно намного меньше электричества.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.
На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.
Приемы сварки тонкостенных конструкций
Мы предлагаем следующие технологии, которые помогут избежать самого распространенного брака и упростят задачу сварщика:
- Внахлест. Для этого располагают заготовку не двумя кромками друг к другу, а одной частью прикрыть вторую на 1-2 мм. Теперь задача становится проще, ведь прожигание займет в два раза больше времени, тока и температуры, а значит можно не беспокоиться оставить сквозное отверстие.
- Точечное соединение. Такие прихватки делаются через каждые 5-7 см. Для этого понадобится каждый раз зажигать и гасить электродугу. Зато потом не будет деформаций и можно быть уверенным в ровном шве.
- По электроду. Это более грубый и не самый красивый вариант, зато надежный. Проводник нужно полностью очистить от обмазки, затем положить вдоль соединения и использовать материал как присадку.
Подведем итоги
В статье мы рассказали, как приварить тонкий металл электросваркой, а также раскрыли несколько секретов работы. В качестве завершения посмотрим еще 2 видеоролика от профессиональных сварщиков.
 youtube.com/embed/lDrCLRfr5TQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/lDrCLRfr5TQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Сварка тонкого металла электродом
Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык.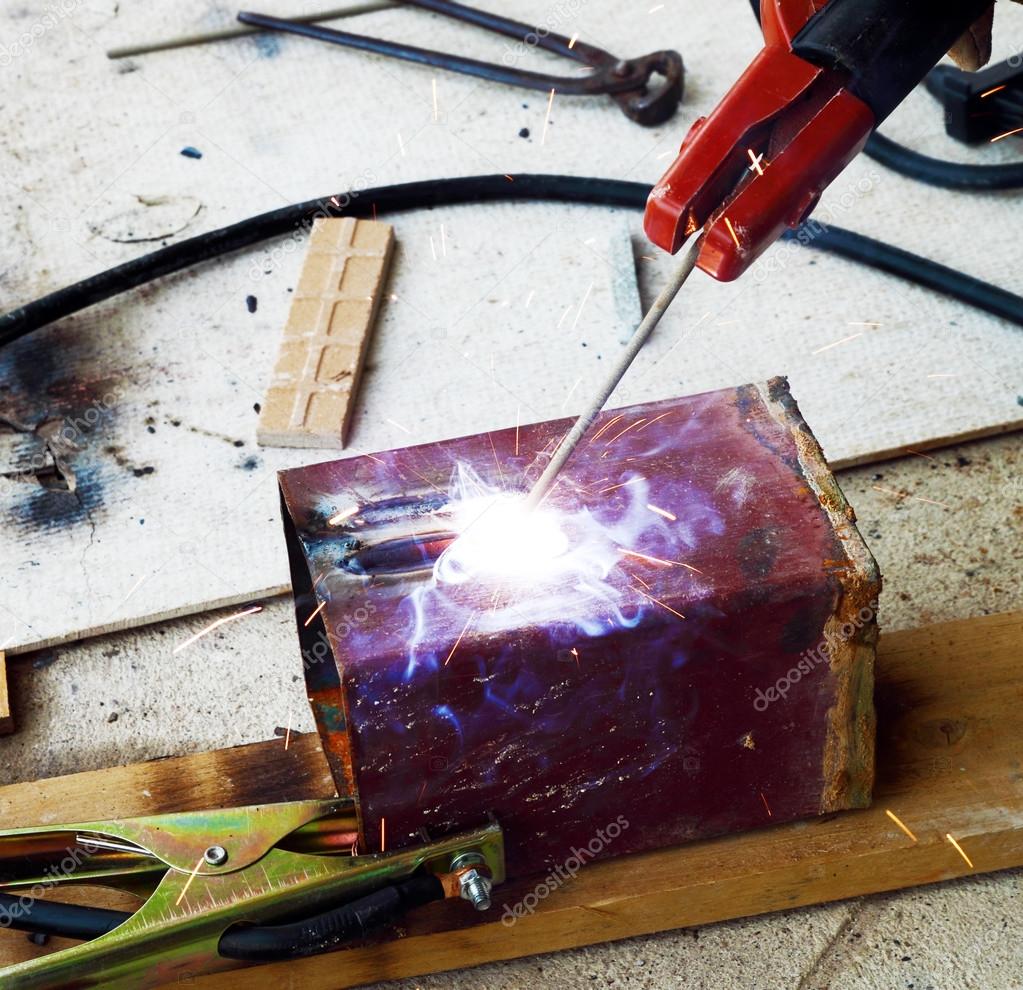 Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Как варить тонкий металл инвертором
Когда требуется сварить тонкие листы железа с использованием инвертора, то специалисты прибегают к методу обратной полярности. Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.
Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.
Еще одна особенность, позволяющая повысить качество сварки тонкостенных материалов – использование расходников малого диаметра. В нашем случае используются электроды диаметром до 2 мм. Желательно выбирать марки электродов с высоким коэффициентом плавления. Это позволяет снизить силу тока при работе, что положительно сказывается на качестве сварного соединения.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм |
|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 ампер | 50-65 ампер |
Перемещение электрода по стыку должно быть плавным, а сам он располагается к поверхности металла углом вперед (45-90 градусов).
Достоинства сварки тонкостенных заготовок инвертором
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Читайте также: Рейтинг лучших сварочных инверторов
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Заключение
Для получения хорошего результат при сваривании тонкостенных металлических заготовок важно ответственно подойти к подготовительным работам. Нужно организовать теплообмен, грамотно выбрать электроды, силу тока и только после этого приступать к работе. Внимательно нужно следить за процессом во время сварки. При необходимости лучше прервать дугу, чтобы не получить прожог.
Читайте также: Как научиться варить электросваркой
Как сварить тонкий металл – уроки для начинающих
 Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.

После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Как правильно варить тонкий металл инвертором: советы опытных сварщиков
Поскольку работать с тонкими металлическими листами металла сложно, высокие риски получить ожог, в данном обзоре мы рассмотрим ключевые правила варки. Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Варить тонкий металл сложно из-за особенных правил, которые вовсе не работают при варке прочных металлических конструкций. Подобрать электроды, силу тока, установить правильный режим работы сварочного аппарата – основные задачи, которые стоят перед сварщиком. Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры. Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Следующие сложностью будет необходимость работы на небольшом токе. В работе с тонким металлом нельзя устанавливать большие показатели силы тока. Следовательно, дуга будет короткой. Если оторваться от нее, сварочная дуга погаснет. У новичков, которые работают впервые с тонким металлом, часто возникают трудности с розжигом дуги. Во избежание этой проблемы рекомендовано использовать сварочное оборудование с достойными вольтр-амперными характеристиками. Ориентировочно холостой ход должен иметь напряжение не менее 70 В.
Если листы тонкого металла варят на слишком высоких температурах, не исключено образование волн. Структура листа деформируется, а впоследствии исправить геометрию волн невозможно. Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
При варке инвертором листов встык, предварительно обязательно зачистите кромки металлических пластин. Из-за ржавчины процесс варки будет еще проблематичнее. Металлические пластины перед варкой инвертором должны быть зачищенными и ровными. Для варки встык расположите листы рядом друг с другом. Зазора быть не должно. Для фиксации их положения используйте струбцины или другие приспособления. Фиксация позволит избежать смешения и изгибов тонких листов.
Как лучше и правильно работать с тонким металлом?
Существует ряд рекомендаций, которые помогут вам освоить технологию сварки металлических пластин.
- Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
- Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
- Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов.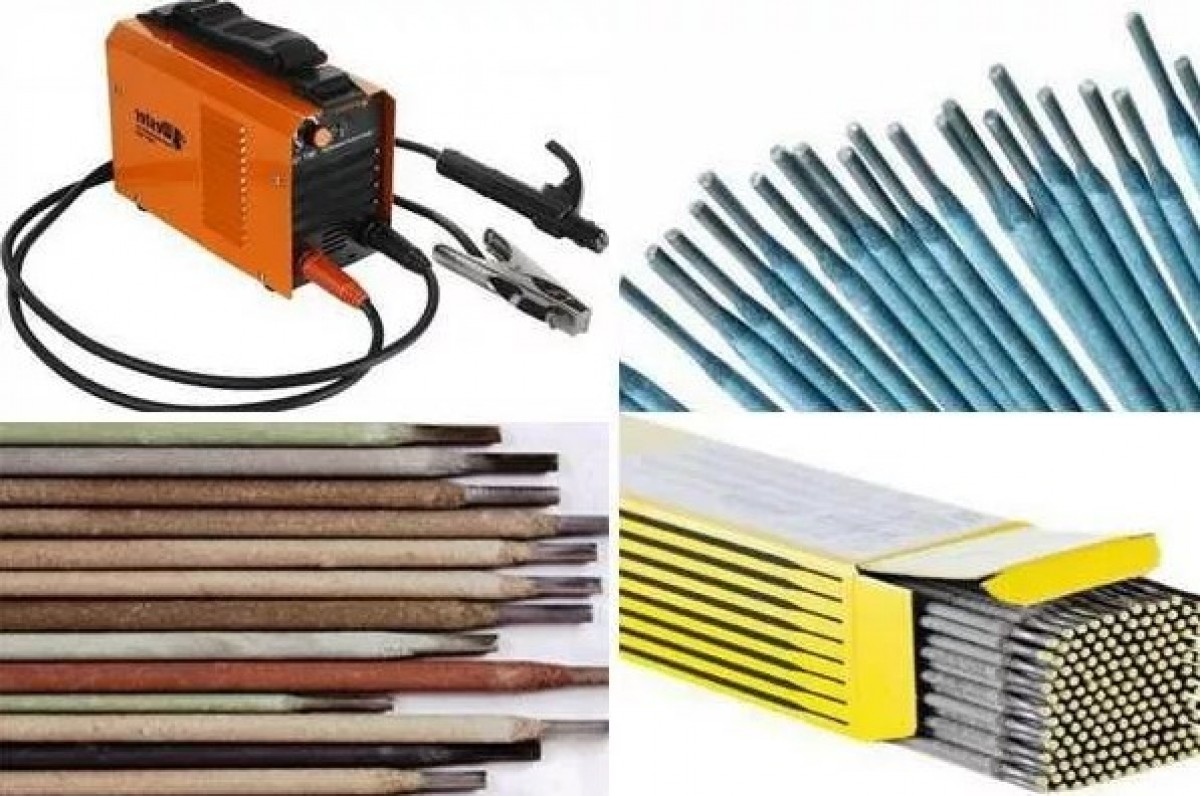 В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
- Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
- Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
- Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
- Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.
- Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.

Технологии сварки электродом и выбор правильного шва
Существует две популярные технологии сварки – TIG и MIG. При использовании TIG удается производить более качественные швы. Они получаются долговечными и аккуратными. Однако точно обозначить, какой тип сварки подходит именно вам сложно, поскольку технология определяется в зависимости от требуемого шва. Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
TIG и MIG подходят для сварки тонких листов металла. Они универсальны и подходят практически для всех видов материалов. По мнению опытных сварщиков, для очень тонкого листа из нержавеющей стали и алюминия рекомендовано использовать метод TIG. С ним легче контролировать подачу тепла, что позволит избежать дефектов на металлических листах.
С MIG значительно работать удобнее. Однако он не подходит для использования на хрупких листах. Технологию чаще применяют для сварки толстых металлов, таких как конструкционная сталь. Благодаря высокой производительности, MIG обеспечивает лучшее проникновение и качество соединения. С MIG можно варить листы даже толщиной меньше 0,8 мм. Эксперты советуют применять технологию для пластин толщиной не менее 0,6 мм. TIG позволяет работать и с более тонким листом металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора. Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
- установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва. От линии соединения не отклоняйтесь;
- дугу делайте прерывистой, чтобы у металла была возможность остыть;
- варите на специальной подложке во избежание проваливания;
- воспользуйтесь технологией шахматного порядка накладывания шва.
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
соединения встык и внахлест, технология процесса
Сварка тонких металлов при помощи электродов осложняется тем, что в процессе работы возникает опасность прожога листов. Это происходит из-за быстрого расплавления кромок материалов. При нарушении технологии шов получается некрасивым со множеством сквозных отверстий.
Как варить тонкие металлы электродом
Тонким принято считать лист с толщиной менее 2 мм. Есть три варианта, которые встречаются при сварке тонких металлов:
- Лист или тонкую заготовку необходимо соединить с более толстой деталью. Это самый простой вариант. Если есть возможность, следует выбирать именно его.
- Требуется сварить два тонких листа между собой внахлест. За счет наложения листов друг на друга процесс облегчается.
- Нужно соединить два листа встык. Самый сложный случай. Вероятность прожога без опыта работы очень высока.
Существует несколько хитростей, к которым прибегают сварщики при соединении тонких металлов.
Как правильно выбрать инвертор
При выборе аппарата нужно руководствоваться правилами:
- инвертор должен выдавать стабильный сварочный ток, не бояться перепадов в сети, которые часто случаются за городом;
- не рекомендуется использовать старые аппараты («переменники»): они потребляют больше энергии, а работать с ними сложнее. Современное сварочное оборудование на выходе дает постоянный ток;
- регулировка должна производиться плавно, точный подбор параметров облегчит процесс.
 Современное сварочное оборудование на выходе дает постоянный ток;
Современное сварочное оборудование на выходе дает постоянный ток;Инверторы часто имеют опцию «Форсирование дуги». При включении соответствующего тумблера сварка облегчается за счет автоматического повышения и понижения значения силы тока, что важно при работе на минимальных его значениях. В результате электрод будет меньше «залипать».
«Горячий старт» облегчает поджиг дуги: кратковременно повышается сила тока в момент касания электрода заготовки. После этого параметр автоматически возвращается к исходному значению.
Какие электроды следует использовать
На постоянном токе можно варить любыми электродами, важно подобрать диаметр. Рекомендуется использовать 2 мм, а если соединяются металлы разной толщины, то допускается сварка электродами 2,5-3 мм.
Выбор марки зависит от предпочтений сварщика. Большинство применяет электроды типа АНО-4, которые легче зажигаются, но часто используют и УОНИ 13/55 или аналогичные.
Большинство применяет электроды типа АНО-4, которые легче зажигаются, но часто используют и УОНИ 13/55 или аналогичные.
Также можно использовать сварочные материалы фирмы Кобелко. Это электроды Lb-52U, их диаметр отличается от российских стандартов – 2,6 и 3,2 мм. Они стоят значительно дороже отечественных, но за счет применения производителем качественной обмазки варить ими легче, чем аналогичными УОНИ.
Примерная стоимость электродов фирмы Кобелко на Яндекс.маркетЛучше выбирать электроды с графитовыми кончиками. Такая технология облегчает первоначальный поджиг дуги.
Как сварить тонкую заготовку с более толстой
Рекомендуется выполнить следующую последовательность действий:
- Зачистить заготовки от краски и ржавчины, это поможет быстро зажигать дугу.
- Надежно зафиксировать детали друг относительно друга. Зазор между ними должен быть минимальным.
- Зажигать дугу нужно на толстой заготовке.
- После образования сварочной ванны следует поочередно переводить электрод с толстой детали на более тонкую и обратно, долго держать дугу на листе не нужно.
- Сварку лучше производить с отрывом электрода: зажигание дуги, перевод на тонкую заготовку, отрыв, снова поджиг на толстой детали. Важно не давать деталям остыть, иначе образующийся шлак затвердеет и осложнит процесс.
- Угол наклона электрода должен быть направлен так, чтобы как можно меньше воздействовать на тонкую заготовку, а больше – на толстую. Выбирается опытным путем и зависит от реальной толщины деталей.

Если сварка производится в горизонтальном положении, то отрывать электрод необязательно.
Сварка внахлест
Если нужно соединить два тонких листа, то рекомендуется (по возможности) накладывать один на другой. Такое соединение позволит избежать прожогов и добиться получения красивого шва.
Процесс выглядит так:
- Очистка деталей.
- Монтаж с минимальными зазорами – рекомендуется использовать струбцины или специальные зажимы.
- Поджиг дуги на одном из листов.
- Электрод следует вести вдоль кромок с минимальными поперечными колебаниями.
- Угол удержания электрода – 45 градусов или меньше.
В процессе можно производить продольные колебания, это снизит риск прожогов. Если сварка проводится в вертикальном положении, то рекомендуется метод «с отрывом» электрода.
Стыковые соединения тонких металлов
Самый сложный случай, потребует внимательности и аккуратности. Общие принципы:
Общие принципы:
- При нарезании заготовок следует обеспечить максимальную точность, иначе во время монтажа получатся зазоры.
- Предварительная обработка кромок от грязи и краски.
- Соединение листов при помощи струбцин или зажимов.
- Поджиг дуги на одном из листов.
- Сварка ведется поперечными движениями электрода на максимальной скорости.
Допускается работа «с отрывом» – как в вертикальном, так и в горизонтальном положении.
Хитрости, используемые при сварке тонких металлов
По возможности сварщики используют следующие приемы, облегчающие процесс:
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
При сборке тонколистовых конструкций следует учитывать, что листы может покоробить во время или после сварки.
 Избежать этого можно, если при монтаже ставить больше прихваток или приварить дополнительные элементы, придающие плоскостям жесткость.
Избежать этого можно, если при монтаже ставить больше прихваток или приварить дополнительные элементы, придающие плоскостям жесткость.Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Режимы сварки
При настройке аппарата следует руководствоваться практическими советами:
- настройку сварочного тока производить опытным путем, пробуя варить на ненужных обрезках. Универсальных значений нет, каждый сварщик устанавливает те параметры, которые ему привычнее;
- функция «Форсаж дуги» – включить. Если есть колесико регулировки, следует подобрать оптимальное его положение;
- сварка производится на обратной полярности: к разъему «+» подключается держатель электродов, а к «-» – кабель массы.
Приблизительные значения силы тока.
| Толщина заготовки, мм | Значение силы тока, А |
| 0,5 | 10-25 |
| 1 | 30-40 |
| 1,5 | 40-45 |
| 2 | 50-60 |
Держатель должен надежно фиксировать электрод, иначе во время работы зажигание дуги будет выполнить сложно.
Итоги
Сварка тонких металлов при помощи электродов возможна при соблюдении технологии и повышенной аккуратности. До начала работы рекомендуется потренироваться на обрезках металла, научиться подбирать сварочный ток под свою руку.
Сварка тонкого металла электродом: технология, электроды
Листовой металл может применяться для получения самых различных изделий. Примером можно назвать варку кузова автомобиля, получение емкости для жидкости и некоторые другие моменты. Работа с тонким листовым материалом создает довольно большое количество проблем. Перед тем как приступить к выполнению работы сварщик должен подобрать наиболее подходящий электрод, выбрать соответствующий режим работы аппарата. Только при учете всех этих моментов можно получить качественное изделие, которое будет соответствовать всем установленным стандартам.
Сварка тонкого металла электродомОсобенности работы с листовым железом
Не все специалисты способны работать со сталью, толщина которой составляет 1-1,5 мм. Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
Для того чтобы получить требующееся изделие при применении подобных заготовок следует знать особенности процедуры. Особенности сварки тонкого металла связаны со сложностями, которые заключаются в нижеприведенных факторах:
- Прожоги можно назвать самым распространенным дефектом, который можно встретить при работе с тонким металлом. Подобная проблема связана с появлением сквозных отверстий. Причиной появления подобного дефекта может стать неправильный выбор расходного материала и режима работы.
- Расплав валика, неравномерное его распределение по поверхности может привести к снижению прочности и герметичности. Процесс варки тонкого металла приводит к образованию сварочной ванной появляется расплавленный сплав, который под силой тяжести проваливается на другую сторону. За счет этого качество соединения существенно снижается.
- Непровары получаются в случае, когда сварщик спешить для того, чтобы избежать появления других дефектов. За счет подобного недочета прочность соединения существенно снижается, падает герметичность. Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
- Деформация поверхности. Из-за небольшой толщины листов они начинают быстро перегреваться, за счет чего происходит изменение кристаллической решетки. Подобная ситуация становится причиной вытягивания листа. Именно поэтому сварка тонкого металла электродом не приводит к получению качественного изделия, если не решить проблему с подобной деформацией заготовки. В некоторых случаях можно провести холодную правку при использовании молотков с резиновой рабочей частью, но добиться качественного результата будет довольно сложно.
 Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.
Как и во многих других случаях, в рассматриваемом решить проблему можно путем правильного выбора режима работы инвертора и электродов.Пример сварки тонкого металла
Все приведенные выше проблемы могут привести к серьезным последствиям. Именно поэтому сварщик должен отработать свои навыки на менее ответственных изделиях.
Техники и методы сварки тонких листов металлов
Сварка тонкого металла электродом может проводиться при применении различных технологий. В большинстве случаев они исключат вероятность появления прожога, то есть длительного воздействия высокой температуры в одной точке. Сварка листового металла может проводиться следующим образом:
В большинстве случаев они исключат вероятность появления прожога, то есть длительного воздействия высокой температуры в одной точке. Сварка листового металла может проводиться следующим образом:
- При слишком небольшой толщине материала следует проводить варку небольшими участками. Кроме этого, могут проводить сварку и шахматным порядком. Применение подобной технологии позволяет равномерно распределить тепло.
- Для того чтобы избежать проваливания сварочного шва применяется специальная подложка. Стоит учитывать, что в ее качестве не может использовать металл, так как он приваривается.
- Приподнять силу тока можно только при использовании прерывистой дуги. За счет импульсного воздействия можно избежать вероятность перегрева тонкого материала.
- Показатель силы тока должен составлять 30 А и не более.
Процесс сварки
Сварка тонких листов металла должна проводиться только после того, как технология была проверена и отточена на различных заготовках. Только после этого можно приступать к выполнению работы.
Сварка оцинковки
Больше всего трудностей возникает в случае, когда сварка тонколистового металла должна проводиться в случае, когда материал оцинкован. Легирующие вещества существенно изменяют основные характеристики сплава. Среди особенностей работы с тонким материалом можно отметить нижеприведенные моменты:
- При сварке следует изначально снять на кромках слой цинка. Это можно сделать при применении абразива.
- В некоторых случаях оцинкованный слой снимается путем прожига сварочным аппаратом.
- Проводить рассматриваемую работу следует исключительно на улице или в помещении с эффективной вытяжкой. Эту рекомендацию можно связать с тем, что из-за воздействия высокой температуры могут образовываться различные токсины.
Сварка тонкого металла инвертором в случае, когда поверхность покрыта цинком, должна проводиться также при выборе низкого показателя силы тока. Кроме этого, уделяется внимание выбору более подходящего инвертора.
Сварка тонкого металла инвертором
Осуществлять сварку тонких можно при применении самых различных технологий, все они исключат вероятность длительного воздействия высокой температуры на одном участке. Если необходимо сварить оцинкованный тонкий металл, то придется провести его предварительную очистку.
Используемые электроды
Электроды для сварки тонкого металла нужно выбирать с особой осторожностью. Это связано с тем, что даже мельчайшее отклонение от установленных норм приводит к появлению серьезных дефектов. При рассмотрении того, каким электродом варить металл 2 мм отметим следующие моменты:
- При выборе низких показателей тока наиболее подходящими электродами можно назвать варианты исполнения с диаметром от 2 до 3 мм. Это связано с тем, что слишком большой показатель приводит к затуханию дуги.
- Оптимальным показателем температуры в зоне сварки можно назвать 170 градусов Цельсия. Этого вполне достаточно для прокалывания стали, но при этом ее структура не преобразуется. За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
- В большинстве случаев используется электрод, который имеет качественное покрытие. Зачастую применяемая технология предусматривает использование разрывестой дуги, за счет чего сварочная ванная имеет небольшие размеры.
 За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.
За счет оказания подобного воздействия покрытие начинает плавится равномерно, сварщик может изменять форму шва.Электроды для сварки 2 мм
Сварка тонкого металла инвертором может проходить только при использовании специальных электродов, которые смогут стабилизировать дугу.
Выбор режимов и электродов
Опытные сварщики не только умеют правильно работать с тонким металлом, но правильно выбирать режимы и электроды. Особенностями этого момента назовем следующее:
- Высокий показатель силы тока приводит к повышению температуры в зоне контакта дуги с обрабатываемой поверхностью, в результате чего образуется прожиг.
- Слишком низкий показатель приводит к тому, что дуга плохо формируется. Поэтому работа протекает сложно.
- Плохие электроды также могут привести к появлению большого количества дефектов различного типа.

Только при правильном выборе режимов работы и подходящих электродов можно исключить вероятность деформации тонкого металла под воздействием высокой температуры.
Режимы аппарата и параметры сварки
Опытные сварщики знают, какие настройки аппарата позволяют достигнуть требующего результата. Путем проб и ошибок были выведены наиболее оптимальные параметры. Все они указываются в определенной таблице. К другим особенностям данного вопроса назовем следующие моменты:
- Сила тока должна быть меньше, чем при работе с толстым металлом.
- Отлично себя проявляют инверторы, которые могут работать при переменном напряжении. Кроме этого, выбирается высокая частота тока.
- Если используемое оборудование позволяет устанавливать пусковой значение, то оно должно быть на 20% меньше. Это связано с тем, что при пуске устройства часто происходит прожиг тонкого металла. Если подобный режим отсутствует, то разжигать электрод можно на толстом материале, после чего перейти на требуемый.
- Малые токи позволяют избежать довольно большого количества проблем. Примером можно назвать выбор значение от 10 до 30 А.

Сварка в импульсном режиме
Кроме этого, может применяться импульсный режим. Он формирует прерывистую дугу, так как аппарат сам регулирует ее подачу. За счет прерывания сварки можно снизить температуру нагрева.
Техника сварки
Уделяется внимание также и применяемой технике сварки. Современное оборудование для сварки позволяет устанавливать требующиеся параметры для работы с тонким металлом различного типа. Среди особенностей проводимой работы отметим следующие моменты:
- Нужно правильно подводить края соединяемых элементов.
- Часто соединение в стык проводится путем прожога. Подобная технология подходит для опытных пользователей.
- Если можно, то пластины размещаются внахлест. В этом случае исключается вероятность прожога. Электрод рекомендуется контактировать с нижним изделие, за счет чего повышается качество соединения.
Выделяют несколько распространенных методов сварки. Примером можно назвать:
- При малом силе тока стержень двигают строго по шву.
- При повышении показателя обработка проводится прерывистой дугой.
- Для снижения вероятности деформации шва сварка проводится в шахматном порядке.
В некоторых случаях можно использовать подложку, которая также снижает вероятность прожога тонкого металла. Уменьшение длины дуги снижает вероятность перегрева обрабатываемого участка. Электрод следует держать под углом 45 градусов.
Проблемы сварки тонкостенных изделий
Не рекомендуется проводить подобную работу при отсутствии требующихся навыков. Наиболее распространенными проблемами можно назвать:
- Формирование сильного наплыва. Сварочная ванная может расплываться и даже проваливаться. Поэтому подобному моменту уделяется много внимания.
- Прожиг тонкого материала происходит при сильном точечном нагреве. Как правило, подобная проблема возникает в случае выбора высокого показателя силы тока.
- Появление низкокачественного валика. Контролировать короткую дугу достаточно сложно, как и распространение расплавленного материала.

Если расстояние между изделием и стержнем большое, то это может привести к формированию длинной дуги. Она характеризуется более высокой температурой воздействия в зоне плавки.
В заключение отметим, что основные проблемы можно избежать при наборе опыта, использовании современного аппарата и более подходящего электрода. это связано с тем, что новые инверторы позволяют устанавливать оптимальные значения силы тока. Кроме этого, качественные электроды формируют стабильную дугу даже при низкой силе тока. Поэтому не стоит скупится на приобретении расходных материалов, так как в противном случае получить качественный шов будет достаточно сложно.
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Инверторы MMA
- Инверторы TIG
- Газосварка
- Плазменная резка
- Система охлаждения
- Патон
- Днепровелдинг
- Элсва (Запорожье)
- Атом (Запорожье)
- Техмик (Ровно)
- ИИСТ (Херсон)
- SSVA (Харьков)
- GYSmi
- DECA
- Jasic
- Welding Dragon
- Modern Welding
- Telwin
- Днипро-М
- Энергия-сварка
- Тесты и видеоматериалы
- Статьи
- Фотогалерея
- Маска Хамелеон
- Расходные
- Электрододержатели, масса
- Горелки MIG/MAG
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- Головки TIG
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Циркули CUT
- Редукторы
- Светофильтры
- PT-31 (CUT-40) расходные
- SG-55 (AG-60) расходник
- SG-51 (CUT-60)
- P-80 Panasonic
- A101/A141 Trafimet
- Powermax 45
- Термопенал
- Перчатки сварщика
- Электроды сварочные
- Контакты
Точечная сварка тонким металлическим электродом.
 Как приготовить тонкий металл с помощью инвертора
Как приготовить тонкий металл с помощью инвертораСварка тонкого металла — вопрос, который сегодня часто волнует как начинающих сварщиков, так и тех, кто давно занимается сваркой, но впервые столкнулся с проблемами, возникающими при сварке изделий из тонкого металла. И продукты могут быть самыми разными. Листовой металл сегодня используется как при производстве автомобилей, так и при производстве лодок или моторных лодок. Да и из такого металла часто делают и другие современные изделия, и это связано, в первую очередь, с вопросами рентабельности производства.
Таким образом, сварка тонкого металла электродом — процесс востребованный, но в то же время в нем есть свои тонкости, которые необходимо учитывать при качестве работ.
Сложность сварки тонкого металла.
Основная проблема, возникающая при работе с листовым металлом, заключается в том, что любое неосторожное движение электрода может привести к сквозному отверстию в металле — то есть металл горит и становится совершенно непригодным для дальнейшего использования. С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотный контакт электрода с металлом приводит к недостаточно качественному сварному шву — а проще говоря, в этом случае сварка отсутствует вообще, возникает так называемое отсутствие плавления. образовалось, то есть недостаточно хорошее соединение свариваемых поверхностей между собой.
С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотный контакт электрода с металлом приводит к недостаточно качественному сварному шву — а проще говоря, в этом случае сварка отсутствует вообще, возникает так называемое отсутствие плавления. образовалось, то есть недостаточно хорошее соединение свариваемых поверхностей между собой.
Еще одна проблема при сварке таких изделий заключается в том, что она проводится при малых токах, и даже если расстояние между электродом и поверхностью изделия увеличивается очень незначительно, сварочная дуга сразу же гаснет. Словом, для проведения такого процесса требуется довольно большой практический опыт, позволяющий правильно выбрать ток, при котором будет вестись сварка, скорость подачи электрода и длину сваренной дуги.
Есть и другие сложности при сварке листового металла или изделий из него.Например, кромка изделия должна быть особым образом подготовлена к сварке, и здесь подходят не все типы сварных соединений — есть те составы, которые используются чаще всего, а те, которые можно использовать только в крайних случаях, когда есть Другого выхода из ситуации нет. Кроме того, большое значение имеют удельная толщина листа и пространственное расположение сварного шва. Одним словом, тех особенностей, которые необходимо учитывать при сварке изделий из листового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Кроме того, большое значение имеют удельная толщина листа и пространственное расположение сварного шва. Одним словом, тех особенностей, которые необходимо учитывать при сварке изделий из листового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Основные требования к сварке тонкого металла.
- Большое значение при сварке тонкого металла имеет толщина выбранного электрода. Толщина электрода зависит от толщины самого металла. Если толщина металлического листа около 3 мм, то сварку следует производить электродами диаметром 3-4 мм. Для сварки металла меньшей толщины также следует выбирать более тонкие электроды. Обычно диаметр электрода должен соответствовать толщине листа.Например, для листа толщиной 2,5 мм необходимо подбирать электрод с таким же диаметром.
- Также особые требования при сварке тонкого металла предъявляются к сварочному току. Сила тока зависит от толщины металла и диаметра электрода. Если сваривается металл толщиной 3 мм, то необходимо выбирать сварочный ток в пределах от 140 до 180 А. При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.
- При работе с тонкими металлами очень важно обращать пристальное внимание на тип выбранных электродов. Для сварки листового металла на малых токах рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно обеспечивают легкое возбуждение дуги и ее стабильное горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавления образовывать текучий металл.
 При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.
При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.Основные методы сварки тонкого металла.
Сварка тонкого металла может осуществляться как в полуавтоматическом режиме, так и при ручной дуговой сварке.Полуавтоматическая сварка намного проще, так как такое оборудование отлично справляется с проблемами, которые могут возникнуть при сварке на малых токах. Но не все домашние мастера являются обладателями такого оборудования, поэтому чаще всего применяется ручная дуговая сварка.
В этом случае можно использовать несколько способов сварки.
- Сплошная сварка всего шва. Очень важно выбрать правильный ток (лучше всего начинать с диапазона 40-60 А) и правильную скорость движения электрода, поскольку, если электрод движется слишком быстро, корень сварного шва не сваривается, и если сварщик двигается слишком медленно, в металле образуются дыры.
- Прерывистая сварка. Этот вид сварки также можно назвать «точечной сваркой». Именно этот способ сварки чаще всего используется при работе с тонкими металлами. Сварка осуществляется короткими точечными контактами электрода и свариваемого металла. Вы также можете не только «расставить» электрод по металлу, но и провести короткие линии. Особенностью этого метода является то, что сварочный ток устанавливается немного выше обычного. Движения сварщика должны быть достаточно быстрыми, чтобы свариваемый металл не успевал остыть.
Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока. Конечно, очень важно создать определенную скорость и равномерность движения электрода, чтобы сварной шов был гладким и качественным. Кроме того, очень важно следить за тем, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не с первого раза, но в этом случае упорство и практический опыт сварщика намного важнее его теоретических навыков и квалификации.
Конечно, очень важно создать определенную скорость и равномерность движения электрода, чтобы сварной шов был гладким и качественным. Кроме того, очень важно следить за тем, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не с первого раза, но в этом случае упорство и практический опыт сварщика намного важнее его теоретических навыков и квалификации.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстановить автомобили и отремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, сделать качественно без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, каковы проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку при плохом соединении.
- Обжиг заготовки.
- Прилипание электрода.
- Деформация материала.
Выгорание — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и непосредственной близости кончика расходного материала к поверхности металла.Эти два негативных фактора способствуют образованию неровностей стыков и, как следствие, ухудшению качества сварки.
Непрерывный шов — частая ошибка новичков в сварке. Боясь обжечь металл, кончик электрода удаляется на большое расстояние, и расплав просто растекается по поверхности. В результате при зачистке оказывается, что шов неровный и нет соединенных участков.
Деформация также является довольно частым явлением при сварке листового металла.Это следствие воздействия высоких температур.
Как осуществляется сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. В отличие от трансформаторных аналогов такие устройства имеют более тонкую настройку.
В отличие от трансформаторных аналогов такие устройства имеют более тонкую настройку.
Сила тока, используемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров.Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную регулировку прибора можно определить опытным путем, попробовав варить металл.
При использовании тонких электродов необходимо учитывать, что скорость их плавления выше, а это значит, что шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций.Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах позволяют качественно приготовить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель.
Оцинкованный листовой металл на месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно готовить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отслоить на длину около 5 мм, это будет способствовать быстрому возгоранию поджога.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого сделайте кратковременный поджог и приварите края металла в виде острия или длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами. Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Как правило, расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируют ванну из расплавленного металла и начинают вести шов.При этом сварочная ванна должна иметь удлиненно-овальную форму. Это говорит о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.

В этом плане начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями защиты от прилипания и дуги. Если электрод расположен слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор дает дополнительное напряжение и процесс сварки не прерывается.
- Поводок для шва, позиционирующий держатель с электродом под углом 60 градусов. Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно делать боковые движения зигзагами (елочкой).
- Также нужно контролировать скорость передвижения. Он должен быть прогрессивным и таким же.
 Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
Лучше всего выбирать положение, близкое к прямому углу, но с учетом сварочной ванны и самого шва. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.После отделочных работ нужно сбить шлак и осмотреть состав на предмет отсутствия пробок и прожогов на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой.В этом случае главное не обжечь поверхность, расположенную внизу.
Точечное подключение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга поджигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
Дуга поджигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву.В процессе сварки нужно эти места хорошо прокипятить. Таким же способом можно заварить прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля выставлен на плюс, а масса на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если нужно сварить массивную деталь тонким металлом, то дуга зажигается на толстостенной заготовке и передается в процессе сварки на стыке.
Чтобы отвести лишнее тепло, под самые тонкие детали можно подложить медную полоску. Медь — очень жаропрочный материал, который предотвращает возгорание и утечку расплавленного металла.
Что вы думаете о такой работе, как сварка листового металла? Если у вас есть большой опыт сварки сварных соединений тонких материалов, поделитесь им в комментариях к статье.
Электроды для сварки облегчили человеку жизнь, а методом «сваривания швов» между двумя металлическими частями создали множество полезных и надежных вещей.На самом деле электрод имеет предельно простую конструкцию — это проволока в виде стержня со специальным покрытием или без него. Сегодня можно встретить более 200 разновидностей электродов, которые различаются не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее. Но наиболее распространены такие особенности:
Это наиболее важное отличие, и следующие типы уже являются производными от этой функции.Например, неметаллические сварочные стержни могут быть только неплавящимся, поскольку они сделаны из графита или угля. Напротив, металлические электроды могут быть плавкими и неплавкими. Об этом поподробнее и вскоре вы сможете самостоятельно определять, какие электроды варят какие металлы.
О классификации металлических электродов.

Металлические электроды можно разделить на два типа:
Материал для изготовления металлических электродов первого типа — это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь.Основная область применения этих электродов — сфера защитного газа, плазменная резка и сварка, где требуются высокие температуры, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа используется сварочная проволока трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стержни покрыты специальным защитным составом, который защищает электрод от окислительного действия кислорода и обеспечивает более эффективное горение сварочной дуги.
Об электродах с покрытием и без покрытия.
В настоящее время сварочные электроды с покрытием (рис. 1) представлены в большем ассортименте, чем электроды без покрытия. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное количество материалов, но делятся они всего на несколько видов:
- Рутил.
- Кислый.
- Главное.
- Целлюлоза.

Сварочные стержни без покрытия являются прототипом современных электродов и использовались в самом начале развития технологии сварочного оборудования.Сегодня электрод без покрытия находит применение в среде защитного газа.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом для покрытия электродов является кислотное вещество на основе оксидов кремния, железа и марганца. Основная особенность заключается в том, что при использовании электрода с оксидным покрытием в металле могут образовываться горячие трещины. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки, как переменным, так и постоянным током.Согласно ГОСТ классификация этой штанги имеет название: марка Е38 и марка Е42.
Следующим типом стержней являются электроды марок Е42 и Е46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получаем отличную рутиловую сердцевину для работы с полуспокойной и гладкой сталью. Рутиловый электрод создает более качественные швы и не создает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упростите удаление шлака после сварки.Прутки ильменита по своим свойствам аналогичны покрытиям.
Рутиловый электрод создает более качественные швы и не создает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упростите удаление шлака после сварки.Прутки ильменита по своим свойствам аналогичны покрытиям.
А, например, электроды с основным покрытием получают нанесением фторидных и карбонатных соединений на поверхность стержня. Основная область применения — это спокойные металлоконструкции, и в то же время особенностями стержней с таким покрытием является высокий уровень пластичности, а также ударной вязкости. Кроме того, основной электрод имеет то же свойство, что и рутиловые стержни: он предотвращает образование горячих трещин на швах.По ГОСТу данный сварочный электрод представлен марками: Е42А, Е55, Е50А, Е60, Е46А.
Последний вид покрытых электродов — это стержни с целлюлозным веществом в составе, в состав которого входят природные органические соединения, среди которых наиболее важным является целлюлоза. Основная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полутихие стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов.По ГОСТу эти стержни можно встретить под следующими названиями: Е50, Е46, Е42.
Основная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полутихие стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов.По ГОСТу эти стержни можно встретить под следующими названиями: Е50, Е46, Е42.
Чтобы точно знать, какие электроды заваривают какие металлы, мы рекомендуем внимательно прочитать инструкции и описание на упаковке перед покупкой сварочных стержней, поскольку стержни для сварки цветных металлов нельзя использовать для сварки чугуна или стали. За подробной консультацией обращайтесь к продавцу.
Диаметр электрода — один из основных параметров при выборе, так как необходимо подбирать расходные материалы с толщиной примерно такой же, как у основного металла.Естественно, рано или поздно приходится иметь дело с тонкими листами, сварка которых — это не только сложный технологический процесс, требующий большого опыта, но и невозможный без специальных материалов и инструментов. В большинстве случаев их пытаются соединить с помощью газовой сварки, но если это невозможно, приходится использовать самые тонкие сварочные электроды.
В большинстве случаев их пытаются соединить с помощью газовой сварки, но если это невозможно, приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не все марки имеют материалы, которые могут удовлетворить этот запрос, поскольку в некоторых случаях толщина начинается от 2 мм.Тонкими можно назвать те, которые имеют диаметр менее 2 мм. Электроды для тонкого металла практически полностью сохраняют соотношение количества покрытия по отношению к количеству материала на стержне. Как правило, это треть от общей массы. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших домашних инверторов, которые имеют небольшой диапазон действия, тонкие стали более популярными, поскольку мощность этого метода могла расплавить максимум 3 мм присадочного материала.
Самые тонкие электроды для дуговой сварки довольно сложно использовать, так как скорость их плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественного результата. Здесь нужен практический опыт, так как есть большой риск перевязки основного металла. Также существует ряд требований к оборудованию, например, держатель должен надежно фиксировать электрод. Должна быть точная регулировка, чтобы можно было точно выбрать желаемую силу тока.Скорость процесса намного выше, чем в стандартной ситуации.
Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественного результата. Здесь нужен практический опыт, так как есть большой риск перевязки основного металла. Также существует ряд требований к оборудованию, например, держатель должен надежно фиксировать электрод. Должна быть точная регулировка, чтобы можно было точно выбрать желаемую силу тока.Скорость процесса намного выше, чем в стандартной ситуации.
Защита, которую создает покрытие, относительно мала из-за тонкого слоя покрытия. Но и этого может хватить, так как сварочная ванна тоже небольшая. Желательно использовать флюс для металла, чтобы улучшить сварочные свойства и защитить шов. Здесь необходимо хорошо отрегулировать баланс глубины закипания, чтобы металл шва брал на себя основной, а дырки не прорабатывал.Также стоит учесть, что при сварке тонкого металла существует вероятность термической деформации. Чтобы этого не случилось, шов нужно делать не сразу по всей длине, а небольшими полосками. Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Электроды для сварки металлов диаметром 1 мм узкопрофильные и редко используются профессионалами. Но альтернативы им нет, поэтому они должны быть в арсенале профессионала.Главное правильно их выбрать, а потом использовать по технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, который можно использовать для дуговой сварки тонких изделий без большого риска перегрузки заготовки; Электроды для
- стоят относительно недорого, поэтому всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды готовятся быстро, так как сушка и прокаливание занимает относительно небольшое время.
Недостатки тонких электродов
- Электроды для сварки тонким металлом инвертором не предназначены для работы с толстыми деталями, так как они не смогут закипеть до нужной толщины;
- Есть сложности с работой, так как техника сварки отличается от обычной;
- Из-за своих размеров они быстро заканчиваются и часто приходится менять расходные материалы;
- Недостаточный слой покрытия делает защиту сварочной ванны не такой надежной;
- Часто требуются дополнительные расходные материалы;
- Не все марки выпускаются в таком маленьком варианте, поэтому иногда возникают трудности с подбором.
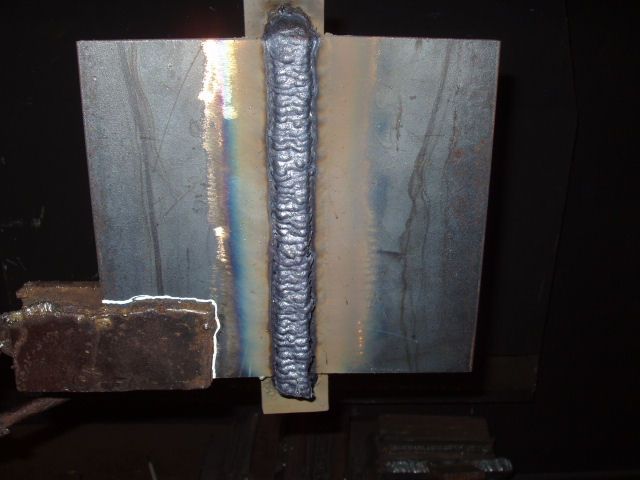
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень, и от того, что входит в состав покрытия.
Размеры тонких электродов различных производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линейках присутствуют материалы толщиной от 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди брендов, производящих такие размеры, можно найти:
- МП-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Е-46;
- АНО 21.
Выбор
Электроды для сварки листового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы сердцевина металла шва совпадала с основной. Это обеспечит лучшее соединение, так как по краям шва не образуется слабых мест, а вся конструкция будет более однородной. Также стоит опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
Также стоит опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно! Ни в коем случае нельзя пытаться варить заготовки, толщина которых на несколько миллиметров превышает толщину электрода».
Режимы и особенности применения
Основная особенность приложения — более высокая скорость сварки. Напротив, если этот фактор вызван более высокой текучестью, вязкость остается прежней.Благодаря этому соединение в вертикальном и потолочном положении становится проще. Это один из немногих случаев, когда можно брать электроды меньшего диаметра, чем основной металл, особенно если речь идет о сварке потолка. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и может произойти брак. Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от того, какой металл используется.
- Сварка тонких металлов: какие проблемы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и обработка тонких металлов
- Сварка тонких металлов: практические советы от профессионалов
Сегодня то время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные автомобили, бытовая техника и многое другое изготавливаются из тонкого металла. И не последнее место в этом вопросе занимает экономия. Использование толстого металла просто нерентабельно.
Все современные автомобили, бытовая техника и многое другое изготавливаются из тонкого металла. И не последнее место в этом вопросе занимает экономия. Использование толстого металла просто нерентабельно.
Поэтому для сварки тонкого металла нужны специалисты и мастера. Готовить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой подгорание металла и, как следствие, повреждение детали.
Тонкий металл можно сваривать разными способами:
- ручная электрическая дуга;
- непрерывный
- прерывистый
- полуавтомат;
- газ.
Сварка тонкого металла: проблемы
Основная проблема работы с очень тонким металлом — это тончайшая грань, связанная с прожиганием металла, с возникновением прилипания электрода.
Иногда не прилипает, но появляется другой дефект, так называемое непровар.
При неправильной настройке сварочного тока, например, завышении его значения или задержке электрода на одном месте, металл прожигается.
При малом значении тока образуется неплавление, сварка деталей не происходит, они отваливаются, может происходить слипание.
При недостаточном значении тока увеличение расстояния между свариваемыми деталями и электродом приводит к обрыву дуги.
Вернуться к содержанию
Режимы сварки и электроды
Для варки тонкого металла необходимы электроды малого диаметра. Обычно не превышает 4 мм. В этом случае значение тока должно быть в пределах 140-180 ампер.Эти размеры действительны при толщине 3 мм. Чтобы сварить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Текущее значение находится в пределах 10-90 ампер.
Для проведения сварочных работ при подаче небольшого тока необходимо использовать электроды со специальным покрытием. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды очень медленно плавятся, получают жидкий металл, за счет чего шов приобретает красивый вид.
Все вышеперечисленные требования полностью соответствуют OMA-2. Включает:
Включает:
- титановый концентрат;
- руда ферромарганцевая;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность дуги. Это просто необходимо, когда готовится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создавать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Технологический процесс
Сваривать тонкий металл обычной ручной дуговой сваркой довольно сложно.Чтобы исключить сплошные прожоги по всей длине свариваемых концов, используют определенную технологию:
- Отобраны
- электродов малого диаметра;
- установлен наименьший сварочный ток;
- , чтобы сварочная дуга имела стабильное горение, используются токи высокой частоты. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключены ожоги.
Если толщина металлического листа меньше 2 мм, электрод, диаметр которого не превышает 1.6 мм — лучший. Он должен иметь соответствующее покрытие. Величину сварочного тока регулируют так, чтобы его хватило на расплавление электрода. Обычно он колеблется в пределах 50-70 ампер. С помощью осциллятора получается нормальное горение дуги. Устройство помогает быстро получить дугу, исключает возникновение ожогов.
Вернуться к содержанию
Инвертор и обработка тонкого металла
После появления сварочных инверторов сварка стала доступна практически каждому.Раньше использовались устройства, с которыми было очень сложно работать, они имели большой вес и сложную настройку. Инверторная сварка очень проста, не вызывает затруднений и доступна новичку. Вам просто нужно знать несколько основных правил.
При сварке инвертором производится поиск баланса, в котором не должно быть горения и залипания электрода. Другими словами, эффективность сварки напрямую зависит от:
- зазор между металлической поверхностью и электродом;
- сила тока;
- скорость движения электрода;
- плавность хода.
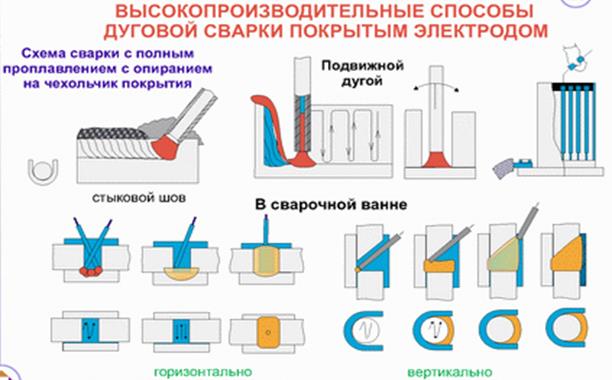
Все эти факторы являются наиболее сложными для тех, кто впервые начал заниматься сваркой. В этом случае очень важно иметь хороший глаз, специфические навыки. Чем больше готовишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут добиться успеха и получить хороший результат.
Неопытному сварщику сложно быстро выставить на инверторе необходимую силу тока, чтобы исключить подгорание металла и получить надежное соединение.
Приготовление тонкого металла с помощью инвертора — дело далеко не простое.Это сложно даже опытному мастеру. Поэтому в большинстве случаев используется аргонодуговая дуга. Он позволяет свести к минимуму появление пригорания, шов гладкий и имеет красивый внешний вид.
Однако импульсная сварка не всегда возможна, варить надо инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Как сварить листовой металл с помощью аппарата для ручной сварки
Настоящий трюк при сварке листового металла — это использование подачи проволоки. Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Аппарат для подачи проволоки или сварочного электрода идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал, что меньше 3/16 дюйма будет тонким. Итак, с этого момента мы говорим о материале менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть новый хороший материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ.Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать стержни 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто сварите это. Скорее всего, если материал такой плохой, сварной шов в любом случае прослужит далеко от остального материала.
Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Аппарат для подачи проволоки или сварочного электрода идеально подходит для листового металла, но мы предполагаем, что у вас его нет. Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал, что меньше 3/16 дюйма будет тонким. Итак, с этого момента мы говорим о материале менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть новый хороший материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ.Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать стержни 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его. Не только это, но если вы просто делаете быстрый ремонт чего-то, просто сварите это. Скорее всего, если материал такой плохой, сварной шов в любом случае прослужит далеко от остального материала. Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время.Это позволяет вам двигаться намного быстрее, чем 7018.
Возвращаясь к своей точке зрения, 6011 — это удочка, которую я выберу в любое время.Это позволяет вам двигаться намного быстрее, чем 7018.
Что касается самой сварки, мне нравится использовать взбивающее движение, при котором сварочный стержень следует в том же направлении, что и я при сварке. В основном просто движение вперед-назад. Причина в том, чтобы не перегреваться в одном месте. Если вы будете тянуть стержень медленно, у вас будет довольно хороший шанс прожечь. Если вы выполняете сварку вертикально, не бойтесь спускать 6011 под гору. Если материал действительно тонкий, я также буду использовать взбивающее движение на спуске.Я знаю, что это противоречит некоторым принципам закапывания шлака, но когда материал тонкий, это не имеет большого значения. Практически все, что сделано из тонкого материала, подвергается сварке. Скажем, например, вы ремонтируете резервуар воздушного компрессора, в котором проржавела дыра. Вы будете сваривать заплату на 100%, потому что она должна быть герметичной, а не для прочности. Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Я полагаю, что мораль этой истории в том, что с помощью сварочного аппарата в крайнем случае можно сделать что угодно.Чтобы это произошло, нужно лишь немного практики. Просто возьмите кусок листового металла, чтобы правильно отрегулировать тепло, и отправляйтесь в город. Хорошая термоустановка для стержней 1/8 ″ 6011 на тонком материале составляет около 80-90 ампер. Для 3/32 ″ 7018 это примерно то же самое. Все разные, но эти настройки помогут вам сваривать листовой металл.
Дуговая сварка тонкого (0,02 дюйма) листового металла
«Was micht umbringt, macht mich stärker.»
(т.е. «То, что нас не убивает, делает нас сильнее.»)
Фридрих Ницше
В этой статье предполагается, что вы знакомы с дуговой сваркой; вы выполняете все описанные здесь задачи на свой страх и риск.
Я написал эту статью, потому что большая часть того, что вы найдете по этой теме в сети, будет негативным.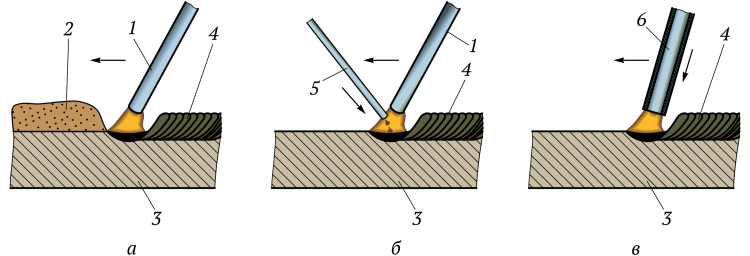 Большинство людей захотят побудить вас вложить дополнительные деньги в покупку сварочного аппарата MIG или попросить вас купить странные вещи, такие как Stitchwelder Иствуда. Оказывается, большинство из тех, кто дает такие рекомендации, на самом деле никогда не выполняли дуговой сварки тонких листов или даже не пытались это сделать, что поднимает следующий вопрос.
Большинство людей захотят побудить вас вложить дополнительные деньги в покупку сварочного аппарата MIG или попросить вас купить странные вещи, такие как Stitchwelder Иствуда. Оказывается, большинство из тех, кто дает такие рекомендации, на самом деле никогда не выполняли дуговой сварки тонких листов или даже не пытались это сделать, что поднимает следующий вопрос.
Зачем вам дуговая сварка тонкого листового металла
На самом деле вы не хотите этого делать, если у вас есть другие возможности. К сожалению, не каждый готов позволить себе хорошего сварочного аппарата MIG и все дорогие аксессуары, такие как баллоны с защитным газом, регуляторы и запасные части для механизма подачи проволоки, который слишком часто ломается. Кроме того, сварщик MIG довольно большой по размеру. Если вы, как я, не имеете собственного магазина и предпочитаете работать в поле, вам нужно что-то маленькое и универсальное, чтобы носить его с собой.В моем случае лучше всего работал дешевый инвертор. Помимо того, что он небольшой, он на самом деле работает с обычными розетками 115 В-15 А.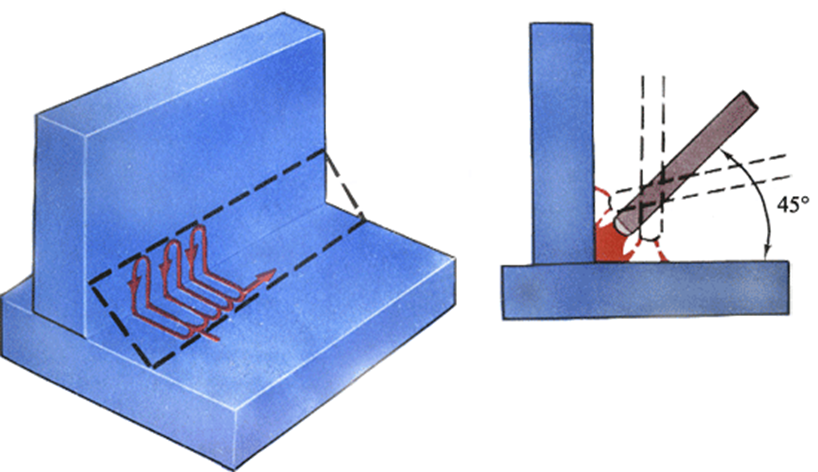
Другой хороший способ сварки тонколистового металла — это пайка. Однако, как и при сварке MIG, вам нужно беспокоиться о газовых баллонах, и если ваше оборудование выходит из строя или неправильно обслуживается, вы рискуете не только отремонтировать свое жилище, но, возможно, и жилище ваших соседей.
Я не пытаюсь создать здесь корпус для дуговой сварки тонкого листового металла, но это возможно, если решающими факторами являются мобильность, размер и стоимость.
Какие недостатки
Во-первых, это очень сложно и потребует значительной практики. Кроме того, дуговая сварка выделяет много тепла и почти во всех случаях вызывает тепловую деформацию. Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка. Если вы все же решите использовать аппарат для дуговой сварки, продолжайте …
Что вам нужно
- Сварочный аппарат постоянного тока с дуговой сваркой, который может работать до 20-25 ампер (если у вас нет, вы можете рассмотреть возможность получения тока ограничивающий диод, или приобретите сварочный аппарат, у которого он есть)
- E6018 (он же.прутки фермеров) или лучше E7018 прутки 1/16 дюйма (которые необходимо запечь перед использованием)
- Я использовал тонкий лист толщиной 0,021 дюйма.
- Много-много практики (описано ниже)
Первое, к чему следует привыкнуть, — это зажигать дугу при очень низком токе и избегать прожигания дырок в листе. Лучше всего это можно практиковать, используя заполнение. Заполнение относится к добавлению большего количества материала на лист основного металла. Вы в основном сжигаете стержни на поверхности металла прямыми линиями.
- Настройте свой аппарат для дуговой сварки на прямую полярность (DCEN), чтобы тепло удерживалось на стержне, а не на основном металле,
- Наберите до 20-30 ампер,
- Установите лист, желательно на два кирпича, так, чтобы нижняя часть листа висела в воздухе.
Прокладка
Первое, что нужно сделать, это поджечь дугу.При таком низком токе запуск с касания невозможен, как только стержень коснется листа, он прилипнет. Единственный способ, которым это сработало для меня, — это техника спички. Вы ударяете по листу, и как только начинается дуга, вы отрываете его, чтобы дуга оставалась непрерывной. Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать. Для начала у вас либо проблемы с заеданием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого сварного шва от шлака очищайте поверхность щеткой и осматривайте сварной шов.После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
неправильная полярность (DCEN) -> швейцарский сыр
прямая полярность (DCEP) выглядит немного лучше
стыковые соединенияЭто, вероятно, то, что вы ожидаете сделать на своем грузовике или автомобиле в далеком будущем, чтобы установить патч-панели для ремонта ржавчины. Стыковое соединение состоит в том, чтобы соединить два куска листового металла бок о бок, а затем сварить их вместе.Особенно при сварке тонкого металла это требует значительных навыков, потому что вы легко обжигаете края стыков и фактически разрываете стык, чем при его изготовлении. Как вы видите на картинке, только одно соединение действительно выглядит достаточно доброкачественным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие. Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка.Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не будет сплошного кольца. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.
Грядущий рисунок.
Теперь заполните пробел несколькими петлями. Заполнить здесь сложно, потому что вы все равно прожигаете дыры. Чтобы уменьшить жар, используйте взбивающие движения, толкая и втягивая стержень в лужу в суставе, двигайтесь быстро и после каждых 1/2 дюймов подождите, дайте ему остыть и очистите его.Поскольку вы можете прожечь дыры, вам нужно повторять процесс, пока листы не слипнутся. Искажение тепла и деформация будут проблемой. Поверьте мне; это было бы намного проще со сварочным аппаратом MIG. Ниже неудачные и удачные попытки.
Хорошие: левые боковые; плохие и некрасивые: правые
тройники
впереди.
Перед началом работы с автомобилем или чем-то важным
Поскольку под автомобилем или какой-либо другой драгоценный предмет, который вы хотите починить, вероятно, стоит дорого, вы можете немного попрактиковаться.Попробуйте расположить прокладки, стыковые и тройники в вертикальном положении вверх, вниз и над головой. Освоив это, вы можете считать себя способным к дуговой сварке тонкого листового металла. Когда вы работаете с автомобилем, обязательно соблюдайте меры предосторожности, начиная с отключения аккумулятора, вынимая все, что может загореться, и заканчивая подготовкой огнетушителя. Особенно вероятно возгорание масла, распыляемого за панелями и внутри рамы для защиты от ржавчины. При сварке рам следует зашлифовать сварной шов, чтобы проверить качество.Плохие сварные швы фактически ослабят вашу раму.
Заключение
Да, дуговая сварка листового металла — это сложно, утомительно и, вероятно, немного безумно, но выполнимо. Я бы сравнил это с пластической операцией мясными ножами. Каждый хирург может управлять скальпелем, но лишь немногие могут работать с любым инструментом. Теперь вы знаете секрет дуговой сварки тонких металлических листов.
Референции
Как сваривать тонкий металл
Работать с более тонкими металлическими листами непросто.Если вы используете слишком много тепла, вы можете получить ожог. Слишком маленький провар может привести к недостаточному провару и образованию хрупких соединений.
Выбранный вами процесс сварки играет решающую роль в успехе процедуры. Если вы хотите узнать , как сваривать тонкий металл , продолжайте читать.
Чтобы обеспечить хорошее соединение при работе с тонким материалом, необходимо помнить о нескольких вещах.
Сведение к минимуму прожигания
Прожог возникает, когда расплавленная сварочная ванна разрушается, отделяясь от заготовки.В результате вместо идеального стыка получается большое отверстие. Дефект возникает из-за высокотемпературных входов, и его невозможно обойти. Затем сварщику придется снова приступить к работе с новой заготовкой.
Внешний вид сварного шва
Поскольку тонкие металлы требуют меньшего тепловложения, внешний вид сварного шва может приводить к большему разбрызгиванию. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
Угол резака
Размещение резака значительно влияет на количество передаваемой энергии.При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и его температуру плавления. Все эти факторы влияют на количество энергии, воздействующей на металл одновременно. Это может увеличить или уменьшить риск ожога.
Защитный газ
Ваш выбор газа существенно влияет на производительность процесса. Если он не передает энергию так эффективно, как должен, это может привести к образованию соединений низкого качества. Если он имеет невероятно высокую скорость передачи энергии, он создаст значительное количество брызг, и вы также рискуете продуть материал.
Для этих типов соединений можно использовать сварку вольфрамовым инертным газом (TIG) или металлическим инертным газом (MIG).
Металлический инертный газ для тонких листов
Газовая дуга или сварка металла в среде инертного газа — это наиболее часто используемая процедура сварки металлических листов. В зависимости от типа сварного шва и размера листа вы можете использовать либо обычную сварку MIG, либо комбинировать ее с импульсным методом, чтобы избежать продувки.
Пульсирующий
В этом методе вы нагреваете небольшой сегмент пластин, которые необходимо соединить, а затем даете сварочной ванне полностью остыть.Не следует пытаться заполнить соединение сразу, так как вместо этого в заготовке может образоваться отверстие.
Процесс имеет высокую скорость проплавления материала и наплавки металла. Сильное энергетическое воздействие в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте в процессе проволоку самого короткого диаметра. Для плавления требуется меньше энергии, что ограничивает передачу тепла основному металлу.
Важной причиной того, что этот метод так широко используется при работе с листовыми материалами, является контроль, который он позволяет над подводимой энергией.Это также позволяет лучше контролировать внешний вид сварного шва, что упрощает исправление ошибок, которые могут возникнуть из-за более низкой скорости наплавки.
Советы и хитрости:
- Никогда не используйте присадочную проволоку, диаметр которой превышает толщину основного материала.
- Для низкоуглеродистой стали используйте кабель ER70S-6 в соответствии с классификацией Американской ассоциации сварщиков. Он имеет более широкий охват смачивания и максимальную площадь контакта.
- Используйте защитный газ с высоким содержанием аргона — он передает меньше тепла, чем чистый углекислый газ.
- Используйте электрод постоянного тока положительной полярности. Он выделяет больше тепла по направлению к металлической проволоке и меньше по направлению к основному металлу.
- Использование электрода постоянного тока Отрицательный электрод может быть опасным и контрпродуктивным. Он передает меньше тепла присадочной проволоке и больше — материалу основы. В конечном итоге вы можете перегреть заготовку и не получить достаточного количества наполнителя для образования стыка.
TIG для тонких листов
TIG обеспечивает дополнительный контроль над потребляемой энергией.Вы можете регулировать это с помощью размера используемого электрода, а также с помощью техники пульсации. Это также позволяет вам лучше сфокусировать дугу на определенной области.
Советы и хитрости
- Используйте электроды меньше 1/8 дюйма — их легче запустить и они лучше работают при более низких настройках нагрева.
- Используйте проволоку тоньше основного материала
- Используйте инверторный источник питания для более тонких алюминиевых листов
- Используйте заостренный электрод для большей стабильности дуги, так как он сводит к минимуму искажения
- TIG можно использовать для обработки различных материалов, и почти все они работают исключительно хорошо.Совместите любой из них с одним из следующих методов в соответствии с соединением и его требованиями
Пропускная сварка
Вы можете свести к минимуму коробление и неровный внешний вид валика, сделав более мелкие прерывистые швы. В этой технике вы разделяете сустав на равные части и направляете энергию только на чередующиеся части. Благодаря технике пропуска вы уменьшаете количество энергии, воздействующей на каждую секцию за один раз, что снижает риск поломки сустава.В результате получается аккуратно выглядящий шов, который также является прочным.
Опорные стержни
Чтобы уменьшить риск ожога листа, вы можете прикрепить заготовку к охлаждающим стержням. Пока вы нагреваете их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварного соединения за счет регулирования тепловложения.
Подгонка и конструкция шарниров
Соединить более тонкие листы сложно. Вы должны убедиться, что они плотно прилегают друг к другу, поскольку даже мельчайшие отверстия считаются прожогом и создают слабое соединение.Чтобы этого избежать, перед сваркой убедитесь, что оба металла идеально подходят друг другу.
При использовании более тонких листов у вас нет права на ошибку, так как не так много материала, который можно перенаправить на место. Правило: дважды отмерь и один раз отрежь. Если вы справитесь с этим, вы не рискуете испортить сустав.
Как соединить тонкий лист с толстым
При соединении более толстого листа, скажем, листа 22-го калибра, вы не будете просто использовать технику ткачества или пропустить технику сварки.Они не окажутся полезными, поскольку с ними вы не достигнете высоких уровней проникновения.
Вместо этого вам следует сначала разместить все кнопки и удерживать их на месте. Затем вам нужно направить энергию на более толстый лист металла. Убедитесь, что вы хорошо работаете по направлению к краю стыка. Это гарантирует, что сварочная ванна достигнет более тонкого металлического листа, что обеспечит проплавление сварного шва.
Для того, чтобы это сработало, вы установите уровни силы тока и температуры в соответствии с требованиями к более тяжелому листу, что означает, что они будут относительно высокими.Держите источник энергии подальше от более тонкого листа, иначе вы прожигете в нем дыру. Это требует некоторой практики, но как только вы освоитесь, процесс станет относительно более простым.
Используя правильный метод сварки, присадочную проволоку и контролируемое энергопотребление, вы можете создать идеальный сварной шов.
Связанные вопросы
Какую толщину можно сваривать с помощью сварки MIG?
Если вы можете контролировать количество тепла, вы можете даже сваривать практически любой лист с температурой ниже 0 ° C.8 мм с использованием MIG. Однако мы рекомендуем использовать MIG для металлов толщиной более 0,6 мм. В идеале вы должны использовать TIG для листов толщиной 0,6 мм или тоньше.
Что лучше — сварка MIG или TIG?
TIG обеспечивает более качественные и чистые сварные швы, чем MIG. Полученный продукт намного точнее, долговечнее и аккуратнее, чем MIG или другие процедуры дуговой сварки. Однако для разных сварных швов требуются разные методы, и вам необходимо знать требования и свойства металла, прежде чем вы решите, какой метод или процесс использовать.Если для повышения производительности вам требуются высокие скорости наплавки металла и проплавление сварных швов, MIG может быть тем, что вам нужно.
Как лучше всего сваривать тонкий металл?
TIG и MIG идеально подходят для сварки более тонких листов металла. Оба работают особенно хорошо почти для всех типов материалов. Однако для очень тонких листов нержавеющей стали и алюминия мы рекомендуем использовать метод TIG, поскольку он позволяет лучше контролировать подвод тепла. Вы даже можете гарантировать, что не пробьетесь сквозь материал.
MIG значительно удобнее в использовании, и многие люди используют автоматизированных роботов для выполнения этой задачи. Однако он не подходит для использования на хрупких листах. Мы предлагаем вам использовать его для более толстых материалов, таких как конструкционная сталь. Благодаря своей высокой производительности и скорости наплавки металла MIG обеспечивает лучшее проплавление и качество соединения для листов немного большей толщины.
Похожие сообщения:
Stick Welding — Изучите основы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки штангой и основные рекомендации по обработке различных металлов.
Что такое ручная сварка?
Ручная сварка технически определяется как «дуговая сварка защищенного металла».Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, поскольку электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как на этом рисунке.Самое простое объяснение того, как работает ручная сварка. Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — это правильный термин), который расплавляет и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для ручной сварки
Оборудование для электродной сварки — это самый простой из всех процессов электродуговой сварки. Устройство для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой для сварки.
Ручная сварка на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода.Блок питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для сварочного аппарата?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат.Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один сварной шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит оборудование для сварки пескоструйной сваркой?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный сварочный аппарат начального уровня — долговечность StickWeld 140Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется и половины наворотов, или такого типа мощности. Ниже представлен список производителей качественного сварочного оборудования. На стороне никогда не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший сварной шов!
- Сварщик с долгим сроком службы — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Сварочные аппараты Everlast — еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB — Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевого.
- Miller — Еще одна марка
отличного промышленного качества, и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже давно, и они делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить стеллажную систему. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего подходят для толстых металлов и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете выполнить сварку прилипанием:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- От нержавеющей стали к обычной стали
- Алюминий (не лучший выбор, но он справляется)
Как работает сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и оседать металл в стыке, и получается сварной шов.
Miller Dialarc Источник питания для стержневой сварки Заземленная сварка клещамиЗдесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой защищенного металла. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если правила техники безопасности не соблюдаются в буквальном смысле! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Основное необходимое оборудование:
- Сварочный шлем
- Хлопковая рубашка с длинным рукавом или кожаная сварочная куртка.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция является проблемой.
- Огнетушитель, если вокруг легковоспламеняющиеся материалы.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко!После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо вам в глаза. Кажется, что в ваших глазах песок, но на самом деле это волдыри на ваших глазных яблоках, точно так же, как волдыри от солнечных ожогов, которые вы получаете на своей коже.
Самое лучшее во вспышке — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к пожару или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая зона должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Чистое сварное соединениеКак правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неверно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми электродами / SMAW
Перед тем, как выбрать электрод для сварки, необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для контактной сварки начинали обозначение с буквы «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые две цифры на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов, их назначение и положения, в которых можно сваривать их.
Сварной шов палкой, выполненный с использованием E7018- 6010 с глубоким проплавлением, хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для открытых корневых швов.
- 6011 Глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проникновение хорошо работает во всех положениях и требует более чистого шва.
- 7018 Мягкое проплавление хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним простым в использовании электродом ничто не сравнится с E6013! У него приличное проплавление, с ним очень легко сваривать, и сварной шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана с E309L-16.
Выбор электрода для сварки алюминия стержнем / SMAW
Сварка алюминия с помощью устройства для ручной сварки не очень распространена. Если вы решили сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для более толстых материалов. Если вы свариваете более тонкий алюминий, скажем, на 1/8 дюйма, используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах вы также можете предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая настройка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителями.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка состоит в том, чтобы научиться настраивать сварочный аппарат, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть настроен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, в противном случае настройки будут слишком высокими.
После того, как вы наберете звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое скажет вам о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки штангой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберите себя всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажечь дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги — это ударить по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно комфортным для управления электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, чему вам нужно научиться. Чтобы исправить любой скол флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии примерно 1/4 дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки палкой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Совершенная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких сварных швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжигать загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе с помощью техники легкого взбивания с помощью E6010.Сварной шов проникает так, как если бы он был сварен с обеих сторон, так как соединение имеет зазор.Круговая сварочная техника
Круговая сварка — хорошая техника для начинающих сварщиков, поскольку их можно использовать с большинством электродов и они помогают контролировать скорость передвижения. Все, что вам нужно сделать, это сделать круг, который слегка продвигается вперед при каждом повороте.
Плетение Сварка
Плетение обычно используется для более широких сварных швов, и его можно адаптировать к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.Для более широких сварных швов переплетение также очень хорошо работает, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, где учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентгеновские тесты с этими запрещенными углами стержня, и у меня не было никаких проблем. Все это происходит естественно, если достаточно практики.
Обзор стержневых ангелов и положений
- Плоское положение или 1G: вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и перетаскиваете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G — то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоский сварочный электрод под угломГоризонтальный сварочный электрод под углом
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. Путешествие на этом рисунке слева направо.
Сварка стержневым электродом под углом в горизонтальном положенииСварочный электрод под углом в вертикальном положении
При сварке в вертикальном положении есть два пути перемещения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Вертикальный верхний угол электродаВерхний угол электрода для сварки
Верхняя сварка аналогична плоской сварке. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода под угломНе соблюдая правила угла наклона электродов
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием в гору вместо того, чтобы направить электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что после того, как вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.Советы по успешной сварке листового металла
Правильное оборудование, электроды и методы сварки могут предотвратить типичные проблемы при сварке листового металла, такие как коробление и оплавление.МАЙК БРЕЙС И ДЖИМ БРУК
Для производителей и других лиц с В конечном итоге сварка листового металла часто означает постоянную борьбу между производительностью и инвестициями в оборудование.проплавление, коробление, чрезмерно большие зоны термического влияния (ЗТВ) и внешний вид сварного шва. Для индивидуально, время от времени сваривая листовой металл, успех может быть обеспечен путем изучения соответствующих методов.
Выбор процесса
При сварке тонкого металла основная цель состоит в том, чтобы избежать деформации, протекания и чрезмерных зон термического влияния, при этом обеспечивая достаточную механическую прочность сварного шва для применения. Сварочные процессы, обеспечивающие максимальный контроль над нагревом, — это дуговая сварка металлическим электродом в среде короткого замыкания с переносом газа (GMAW), импульсная газовая дуговая сварка металлическим электродом (GMAW-P), газовая дуговая сварка вольфрамовым электродом (GTAW) и импульсная GTAW.В таблице 1 представлен краткий обзор процессов. Правильный процесс для вас будет зависеть от относительного влияния факторов, указанных в таблице, на вашу работу.
Консультации по конкретным процессам Выбор электрода GMAW и защитного газа
Используйте проволоку наименьшего возможного диаметра. Меньшая проволока требует меньше тепла для плавления, что, в свою очередь, меньше нагревает металл. Меньшая по размеру проволока также позволяет лучше контролировать сварной шов и иметь больше шансов на исправление ошибок, поскольку она имеет более низкую скорость наплавки.Вот почему профессиональные группы, такие как I-CAR, Межотраслевая конференция по устранению столкновений автомобилей, рекомендуют использовать проволоку диаметром 0,023 дюйма для большинства работ по устранению столкновений. Для сваривания материала толщиной 18 и более вы можете использовать 0,030 дюйма. проволока для более высоких скоростей наплавки.
Для сварки низкоуглеродистой стали выберите проволоку AWS E70 по классификации S-2, S-3 или S-6. В качестве защитного газа всегда используйте газ с высоким содержанием аргона, например, 75% аргон / 25% CO2, обычно называемый 75/25 или C25. Аргон переносит меньше тепла, чем чистый CO2, и вы получите меньше брызг.
Два самых популярных провода для алюминия — это ER4043 и ER5356. Хотя последний подает легче, выберите ER4043 диаметром 0,030 дюйма, чтобы решить проблемы, связанные с нагревом. ER4043 плавится при более низкой температуре и использует более низкую скорость подачи проволоки, что часто делает его лучшим выбором для обработки листового металла. Для алюминия используйте 100% аргон в качестве защитного газа.
Для сварки нержавеющей стали 304 подходят проволоки ER308, ER308L и ER308LSI. Для сварки нержавеющей стали 316L вам понадобится проволока 316L.Используйте трехкомпонентный защитный газ, состоящий из 90% гелия / 8% аргона / 2% CO2.
Примечание. Не пытайтесь сваривать тонкий металл порошковой проволокой. Эти провода потребляют больше тепла, потому что им требуется глобальный перенос. В отличие от короткого замыкания, когда сварочная ванна охлаждается каждый раз, когда проволока касается основного металла, дуга остается постоянно включенной с глобулярным переносом.
Полярность электрода
Для сварки сплошной проволокой используйте электрод с положительной полярностью (EP).Хотя EP направляет на основной металл больше тепла, чем отрицательная полярность электрода (EN), вы получите наилучшие результаты с EP и следуя приведенным здесь инструкциям. Если вы использовали порошковую проволоку, обязательно измените полярность машины с EN на EP.
Выбор и подготовка электрода GTAW
Забудьте о широко распространенных вольфрамовых электродах диаметром 18 дюймов и используйте электрод меньшего размера. Они бывают диаметром до 0,020 дюйма. Меньшие электроды несут меньше тепла и позволяют лучше сфокусировать дугу на меньшей площади.Для стали и нержавеющей стали держите вольфрам заостренным и обязательно шлифуйте параллельно длине.
Для получения наилучших результатов при обработке тонкого алюминия используйте инверторный источник питания (см. Рекомендации по источникам питания GTAW) и забудьте о популярной практике сварки чистым вольфрамовым электродом и скалывания концов. Вместо этого выберите вольфрам диаметром 332 дюйма с 2% церия (2% тория в качестве второго варианта), измельчите его до точки и поставьте на торец небольшой участок. По сравнению со скругленным вольфрамом, используемым в обычных машинах для GTAW, заостренный электрод обеспечивает больший контроль дуги и позволяет направлять дугу точно на стык, сводя к минимуму искажения.
Подготовка алюминия
Перед сваркой очистите все металлы, особенно алюминий. Удалите масло и грязь с помощью обезжиривателя / растворителя. При контакте с воздухом на алюминии образуется оксидный слой. Этот оксид алюминия плавится при температуре на 2000 ° F выше, чем простой алюминий. Поэтому непосредственно перед сваркой удалите оксид проволочной щеткой из нержавеющей стали, шлифовальной машиной или химическим очистителем оксидов. Любое провисание при подготовке к сварке ухудшает качество и целостность сварного шва, поэтому будьте внимательны.
Если вы храните алюминий в холодных местах (на улице, неотапливаемых складских помещениях), доведите его до комнатной температуры и удалите конденсат. Не нагревайте холодный металл кислородной горелкой — обычная практика, но не лучшая идея. Это может загнать углерод в оксидное покрытие.
Универсальный совет
Техника сварки
Направьте дугу в середину сварочной ванны. Обычно дугу следует держать на передней кромке, где сварочная ванна самая тонкая, чтобы дуга проникала в изделие для большего проплавления.Однако, оставаясь спиной, бассейн может изолировать основной металл от полной силы дуги.
Рис. 2 — Сварщик использует инверторный источник питания для импульсной GTAW на постоянном токе для сварки нержавеющей стали 18-го калибра для пищевой промышленности. Использование импульсной GTAW помогает предотвратить коробление и плавление.
Чтобы предотвратить расплавление и деформацию, не взбивайте и не тките резак, потому что чем дольше вы держите дугу в области, тем горячее она становится. Всегда двигайтесь по прямой и используйте максимально возможную скорость движения, обеспечивающую хороший профиль борта.
Прерывистая сварка
Неравномерно распределенное тепло вызывает деформацию и коробление, что, в свою очередь, наносит ущерб деталям, которые теоретически подходят друг к другу. Чтобы свести к минимуму коробление, распределяйте тепло как можно более равномерно. Этого можно добиться, используя технику прерывистой сварки, обычно называемую сваркой с пропуском или стежком.
Например, представьте, что вы свариваете кусок нержавеющей стали 18-го калибра размером 2 x 2 фута для ремонта стенки резервуара. Начните с изготовления 1 дюйм.-длинный сварной шов. Пропустите 6 дюймов и сделайте еще один сварной шов длиной 1 дюйм. Продолжайте двигаться по окружности пластины, сваривая 1 дюйм из каждых 6 дюймов. Возможно, вы слышали об этом как о сварном шве «1 на 6». После того, как вы однажды объехали, сделайте следующий шов длиной 1 дюйм на 3 дюйма от первого шва. Продолжайте размещать второй набор сварных швов между теми, которые вы сделали на первом проходе, и так далее, пока не добьетесь желаемой целостности.
То же самое можно сказать и о сварке линейных деталей. Если металл начинает деформироваться или тянуться в одну сторону, устраните проблему, выполнив
- Увеличив расстояние между сварными швами.
- Сварка в начале, середине и конце детали с последующим повторением последовательности
- Сварка с двух сторон стыка.
Опорные стержни
Чтобы отводить тепло из области сварного шва быстрее, чем при охлаждении только атмосферным воздухом, поместите зону термического влияния в контакт с опорным стержнем — рис. 1. Опорный стержень может быть таким же простым, как металлический стержень (обычно медный или алюминиевый, потому что они рассеивают тепло лучше всего) прижимается к задней части сварного изделия. Этот простой метод позволил одному производителю использовать универсальный импульсный источник питания GMAW для сварки непрерывного соединения на 0,040 дюйма. алюминий.
В приложениях с более высоким рабочим циклом вам может потребоваться использовать опорный стержень с водяным охлаждением. Усовершенствованные версии оснащены охладителем воды, который обеспечивает циркуляцию охлажденной воды или специальной охлаждающей жидкости через отверстия, просверленные в стержне. Простые, самодельные версии оснащены охладителем воды, охлаждающая жидкость циркулирует по трубке из ПВХ, касающейся задней части планки.
Подгонка и конструкция шарниров
Сварка тонкого металла требует плотной посадки. Представьте себе стыковой сварной шов на металле 20-го калибра.Если детали не соприкасаются даже на 116 дюймов, вы только что создали отверстие, которое требует плавления, и оставил зазор, который не может поглотить тепло. На более толстом металле края металла могут поддерживать дугу, но не здесь. Пробелы не доставляют ничего, кроме неприятностей. Чтобы избежать переделки, вызванной протеканием, придерживайтесь старой поговорки: «Отмерь дважды, отрежь один раз».
Рис. 3 — Инвертор с передовой технологией прямоугольной волны может сфокусировать конус дуги, сузить сварной шов и увеличить скорость движения.Здесь сварка острым электродом и регулировка баланса, выходящая за пределы 68% отрицательного электрода, создавали узкий валик.
Если вы можете изменить конструкцию детали с соединениями, которые могут выдерживать больше тепла, сделайте это. Например, можно ли вместо стыкового шва сделать соединение внахлест? Если вы можете, вы удвоите количество металла, доступного для поглощения тепла.
Не перекрывать
Большинство людей, особенно без формального обучения, чувствуют себя обязанными переварить сустав, чтобы получить большую силу.Предполагая, что у вас достаточно тепла, ножка соединения (длинная сторона треугольника) не должна быть длиннее самой тонкой пластины. Например, при сварке 116-дюйм. пластина к 18 дюйм. пластина в тройнике или внахлест, сварной шов должен быть шириной всего 116 дюймов. Чрезмерно широкие сварные швы снижают скорость перемещения, потери времени, отходы присадочного металла и газа, могут привести к ненужному шлифованию после сварки и могут повлиять на состояние металла.
Источники питания GMAW
При выборе источника питания для GMAW короткого замыкания используйте источник с хорошим контролем напряжения на нижнем конце для хорошего зажигания дуги и стабильности.
Если вы планируете купить универсальный источник питания, использующий бытовой ток 115 В, выберите один от крупного производителя промышленного сварочного оборудования. Часто очень дешевые машины просто не имеют крутизны и индуктивности, необходимых для хорошего контроля короткого замыкания. Убедитесь, что блок поставляется с контактором и газовым электромагнитным клапаном; некоторые агрегаты, предназначенные только для порошковой сварки, этого не делают.
Если вы планируете выполнять сварку с помощью универсального источника питания серии 200250 A, ищите источник с пистолетом-распылителем, который подключается непосредственно к передней панели.Это устраняет множество проблем с подключением, позволяя мгновенно переключаться между двумя разными проводами, такими как 0,023 жесткой проволоки в «обычном» пистолете и 0,030 алюминиевой проволоки в пистолете для катушки. Чтобы сварить алюминий до толщины 0,040 дюйма, такой источник питания, как Millermatic Pulser от Miller Electric, обеспечивает хорошее соотношение цены и качества для умеренных — объемных производителей, потому что он имеет встроенные возможности импульса.
При больших объемах работы как моноблоки 200300 A, так и промышленные промышленные машины могут сваривать лист, не превышая своего рабочего цикла.Хотя несколько универсальных устройств обеспечивают отличные результаты, они не могут конкурировать с промышленными машинами по борьбе с разбрызгиванием. Если в настоящее время вы тратите много времени на очистку после сварки и измельчение брызг, возможно, вы сможете повысить производительность и снизить накладные расходы за счет модернизации технологии источника питания. Помните, что газ, проволока и источник питания составляют менее 15% от общей стоимости сварного шва; 85% приходится на роды. Слишком много компаний пытаются сэкономить копейки, сокращая затраты на сварку, при этом напрасно тратя деньги на шлифовку.
Для металлов размером от 116 до 332 дюймов. Если важны внешний вид валика и отсутствие брызг, подумайте о приобретении импульсной системы GMAW. Импульсный GMAW почти не разбрызгивается и обеспечивает более высокую скорость перемещения, чем перекачка с коротким замыканием, поэтому окупается очень быстро. Импульсный GMAW может заменить GTAW в некоторых приложениях для повышения скорости движения. Опять же, промышленные источники питания со встроенными импульсными регуляторами обеспечивают наилучшее соотношение цены и качества.
Источники питания GTAW
Источники питания GTAW бывают двух основных категорий: с выходом постоянного тока для черных металлов и с выходом переменного / постоянного тока для цветных металлов.
Для сварки тонкой стали или нержавеющей стали, но не алюминия, приобретите один из новых инверторов GTAW, который оснащен пульсирующим управлением и высокочастотным зажиганием дуги. Импульсная GTAW, которая позволяет сварочной ванне охлаждаться между импульсами, является одним из самых простых методов предотвращения коробления и протекания — Рис. 2.
Для сварки тонкого алюминия используйте машину GTAW с регулируемым выходом прямоугольной волны. Путем точной настройки «контроля баланса» или регулировки соотношения EN / EP можно сузить сварной шов и отвести тепло от опорной плиты.
Для получения непревзойденных результатов на тонком алюминии используйте инвертор с передовой технологией прямоугольной волны, такой как Miller Dynasty 300 DX. Эти машины имеют расширенный контроль баланса (до 90% EN по сравнению с 68% EN для обычных технологий) и регулируемую выходную частоту (обычно от 20 до 250 Гц). Инверторы создают максимально узкий конус дуги и позволяют выполнять сварку в режиме переменного тока с помощью заостренного вольфрама — рис. 3. Вы можете точно направлять дугу, быстрее создавать сварочную ванну и размещать присадочный металл именно там, где вы хотите.
МАЙК БРЕЙС и ДЖИМ БРУК — инженеры-сварщики в Miller Electric Mfg. Co., Аплтон, Висконсин, (920) 734-9821.
Выбор правого стержневого электрода
Сварка штангой требует много практики, и выбор правильного электрода для работы может оказаться сложной задачей.
Доступен широкий ассортимент стержневых электродов, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока.При выборе стержневого электрода учитывайте тип основного металла, стыковку и положение сварки. Прежде чем приступить к сварке, следует учесть приведенные ниже рекомендации.
Оцените свой основной металл
Шаг первый — определите состав основного металла. Ваша цель — подобрать (или точно сопоставить) состав электрода с типом основного металла, это поможет обеспечить прочный сварной шов. Если сомневаетесь, задайте себе эти вопросы:
Как выглядит металл?
Если вы работаете с сломанной деталью или компонентом, проверьте наличие крупной и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
Металл магнитный?
Если основной металл является магнитным, высока вероятность, что основным металлом является углеродистая или легированная сталь. Если основной металл немагнитен, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, такой как алюминий, латунь, медь или титан.
Какие искры испускает металл при прикосновении к болгарке?
Как показывает практика, большее количество вспышек в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает?
Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Чтобы предотвратить растрескивание или другие проблемы со сваркой, согласовывайте минимальный предел прочности электрода на разрыв с пределом прочности основного металла. Вы можете определить это, обратившись к первым двум цифрам классификации AS / NZS (см. Рисунок 1).Например, число «43» на электроде 4313 указывает на то, что присадочный металл образует сварной шов с минимальной прочностью на растяжение 430 МПа и, что означает, что он будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими источниками. Чтобы определить правильный тип тока для электрода, обратитесь к вторым двум цифрам классификации AS / NZS (см. Рисунок 1), которые представляют тип покрытия и тип совместимого сварочного тока (см. Рисунок 2).
Рисунок 1
Рисунок 2
Например, электрод E4916 можно использовать в плоском, горизонтальном, вертикальном и верхнем положениях (все).
Тип используемого тока также влияет на профиль проплавления сварного шва. Например, электрод, совместимый с DCEP, такой как E4310, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также может «прокапывать» ржавчину, масло, краску и грязь.Электрод, совместимый с DCEN, например E4312, обеспечивает мягкое проплавление и хорошо работает при перекрытии двух стыков или при сварке высокоскоростных сильноточных угловых швов в горизонтальном положении.
Электрод, совместимый с переменным током, например E4313, дает мягкую дугу со средним проваром и должен использоваться для сварки чистого нового листового металла.
Толщина, форма и посадка основного металла
Для толстых материалов требуется электрод с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва.Электроды с классификационными номерами AS / NZS, оканчивающимися на 15, 16 или 18, обладают превосходными характеристиками с низким содержанием водорода и хорошей ударной вязкостью (высокими значениями ударной вязкости), позволяющими выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например 4313. Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Вы также захотите оценить дизайн и подгонку стыка. Если вы работаете над стыком с плотной посадкой или стыком без фаски, используйте электрод, обеспечивающий дугу копания, чтобы обеспечить достаточное проникновение, например E4310 или E4311.Для материалов с широкими корневыми отверстиями выберите электрод, например E4312, который создает вогнутую поверхность шва, подходящую для перекрытия зазоров и выполнения швов с разделкой кромок.
Затем оцените условия, в которых будет находиться сварная деталь. Если он будет использоваться в среде с высокой или низкой температурой, подвергаясь повторяющейся ударной нагрузке, электрод с низким содержанием водорода и более высокой пластичностью снизит вероятность образования трещин. Также проверьте характеристики сварки. Если вы работаете в критически важных областях, таких как изготовление сосудов высокого давления или котлов, вероятно, потребуется использовать электрод определенного типа.
Для достижения наилучших результатов удалите излишки прокатной окалины, ржавчину, влагу, краску и жир. Чистые неблагородные металлы помогают предотвратить пористость и увеличить скорость движения. Если очистка основного металла невозможна, электроды E4310 или E4311 создают глубокую проникающую дугу, которая может прорезать загрязнения.
Если вам нужна помощь в выборе сварочного электрода, позвоните одному из наших специалистов по присадочным металлам.
Национальный
Фухай Лю — 0419 864 812
Мэтью Хефферан — 0417096 188
Крейг Робертсон — 0439 278960
Новый Южный Уэльс
Родни Хиггинс — 0418 877 953
Южный Квинсленд
Рохин Резерфорд — 0413 045 914
Западная Австралия
Алекс Лонгман — 0412 417 246