Какие электроды лучше для инвертора
Многие начинающие сварщики задаются вопросом, какие электроды лучше для инвертора. В этой статье мы ответим на данный вопрос, а также приведем наиболее популярные марки сварочных электродов, использующиеся при работе на инверторном аппарате. Бонусом будут идти рекомендации по выбору электродов для начинающих сварщиков.
Содержание
- Кратко об инверторах
- На что обратить внимание при выборе расходников для инвертора
- Популярные марки расходных материалов для инверторной сварки
- Что влияет на качество работы инвертором
- Какие электроды лучше для инвертора РЕСАНТА
- Рекомендации начинающим сварщикам
- Заключение
Кратко об инверторах
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
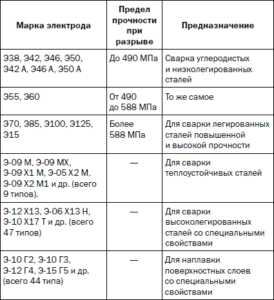
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Настройка силы тока | ||||||
Диаметр электрода (мм) | 2 | 2,5 | 3 | 4 | 5 | 6 |
Сила тока (А) | 40-64 | 65-80 | 70-130 | 130-160 | 180-210 | 200-350 |
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов. В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Какие электроды лучше для инвертора РЕСАНТА
Достаточно часто начинающие сварщики задают вопрос, какие электроды лучше для инвертора РЕСАНТА 220 или РЕСАНТА 190. Этот вопрос обусловлен популярностью сварочного оборудования от этого производителя. На официальном сайте компании приведены данные исследований Российской Ассоциации Торговых компаний и Производителей Электроинструмента за 2014-2017 гг., согласно которым в 2017 году доля сварочных инверторов РЕСАНТА на рынке России составила 51%.
Ответ на вопрос, какие электроды лучше для сварки инвертором РЕСАНТА можно представить одним словом «все». Если раскрывать тему более подробно, то можно сказать: «любые покрытые плавящиеся электроды для ручной дуговой сварки подходят для работы на инверторных сварочных аппаратах этого производителя». Все марки расходных материалов, представленные выше, хорошо подойдут для сварки на оборудовании этого производителя.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу Шадринского электродного завода ВКонтакте, подписывайтесь на Twitter и Instagram.
goodel.ru
Какие электроды для сварки инвертором лучше выбрать: востребованные марки
Удобство использования инвертора сделало сварку доступной многим мастерам. Это сварочное оборудование имеет систему управления, выпрямитель, фильтр, преобразователь, поставляющие ток требуемой силы.
Инвертор дает постоянный ток, полярность которого можно менять при сварке. Гарантией качественного шва является правильно выбранный режим работы агрегата и подходящие электроды для инвертора. Продукции существует великое множество.
Характеристики, размеры разнообразны. Чтобы удачно купить электроды для сварки инвертором, определить какие из них лучше подходят к каждому конкретному случаю, необходимо вникнув в суть процесса.

Принципы классификации
Существует несколько типов классификаций электродов для сварки инвертором. Главный признак, который следует взять за основу, – это способность плавиться. Стержни, не расплавляющиеся при сварке, используют для работы в атмосфере защитного газа, например аргона.
Плавящиеся стержни применяют при ручной дуговой сварке инвертором, которая на практике в домашних условиях проводится чаще всего. Расплавляется не металлическая сердцевина, а нанесенное сверху покрытие. Компоненты наружного слоя улучшают свойства дуги, формируют защитное облако над рабочей зоной.
При выборе конкретной марки для инвертора принимают во внимание объем работ, требования к качеству шва и советы профессионалов. Можно заглянуть в специализированные журналы, чтобы узнать рейтинги марок.
Но для домашнего использования вполне достаточно внимательно ознакомится с описанием на упаковке, чтобы понимать, для сварки каким током и каких материалов предназначен электрод. Приобретать изделия лучше всего у проверенного поставщика. Для обучения сварке инвертором специалисты советуют рутиловые или основные марки.
Покрытие
Решающее значение при выборе электродов для инвертора имеет режим проведения сварки и химический состав расходного материала:
- электроды с покрытием щелочных (основных) компонентов применяют, если надо варить инвертором при постоянном токе обратной полярности. Ими варят высоколегированные стали;
- рутиловые покрытия можно применять при сварке переменным и постоянным током как прямой, так и обратной полярности. Диоксиды титана (рутил) обеспечивают легкий розжиг дуги, при работе не происходит разбрызгивание металлов. Это лучший вариант, который можно выбрать;
- для постоянного тока (то есть инвертора) подходит целлюлозная обмазка, которая создает хорошую защитную газовую среду;
- рутилово-кислотная обмазка подходит, чтобы сварить металл переменным током или инвертором (полярность любая). Розжиг дуги происходит даже при низком напряжении. Важно учесть, что при работе с кислыми составами выделяются опасные пары. Сварку нужно проводить при хорошей принудительной вентиляции.
Сплавы, из которых сделаны детали, обуславливает тип сердечника. Составы должны соответствовать друг другу.
Выбор электродов регламентируется ГОСТом. Стандартом оговорен не только состав стрежней, покрытий, но и внешний вид, исключающий наличие вздутий, пористых участков, наплывов.
Стержень
Электроды для инверторной сварки делают из материалов трех видов: высоколегированной проволоки, обычного легированного или углеродистого сырья.
Начинающий мастер может сориентироваться в продукции по маркировки. Чем больше в ней присутствует букв и цифр, тем выше степень легирования. Каждая буква обозначает какую-то добавку, а рядом стоящая цифра указывает на ее процентное содержание.
Например, изделие из углеродистой стали имеет обозначение Св-10Г2, а из высоколегированной — Св-30Х15Н35В3Б3Т. Разница очевидна.
Популярные марки
За годы интенсивной работы с инверторами в кругах специалистов-сварщиков и домашних умельцев сформировался рейтинг популярности электродов.
Марка АНО считается самой универсальной. Электроды этой группы позволяют делать любые сварочные соединения: угловые, стыковые, внахлест. Этой электродной продукцией можно варить детали толщиной не более 5 мм в любых положениях, даже в вертикальном направлении сверху вниз.
Нет необходимости в тщательной зачистке поверхностей от продуктов окисления. Такими электродами можно проводить корневую сварку толстых деталей. Если присутствует рутиловое, целлюлозное покрытие, то допускается подключение любой полярности инвертора.
 Продукция лини МР представлена двумя категориями. МР-3 эффективно работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, используются при постоянном и переменном токах, при любом варианте подключения инвертора.
Продукция лини МР представлена двумя категориями. МР-3 эффективно работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, используются при постоянном и переменном токах, при любом варианте подключения инвертора.
Подобрать положение для работы нужно, учитывая диаметр электрода. Продукция МР-3С удобна для сварки в различных положениях. Этими электродами можно соединять детали с остатками влаги.
Категория УОНИ представлена электродами для сваривания деталей из углеродистых и низколегированных стальных сплавов. Полученные швы пластичны, обладают большой ударной вязкостью, прочно соединяют конструкции особого назначения.
Электроды, покрытые основным слоем, могут применяться при постоянном токе, обратной полярности подключения.
Хорошие рабочие качества проявляют электроды с маркировкой ОК 63.34. Ими можно сваривать термически прочные стали, сплавы, устойчивые к коррозии. Можно проводить сварку по вертикали конструкций небольшой толщины, выполнять соединения встык и внахлест.
Для сварки конструкций, требующих высокой прочности и надежности шва применяют электроды марки ОЗС-12. Они работают на постоянном токе инвертора прямой полярности, а также на переменном.
Стоит также упомянуть марки ESAB, Lincoln, Electric, Ресанта, Kobelco, предлагающие продукцию высокого качества с рутиловым, основным и комбинированным покрытием. Ценовой диапазон здесь разный, и какой вариант лучший, каждый покупатель решает для себя самостоятельно.
Выбор диаметра
Выбирая изделие, следует обратить внимание на его диаметр. Чем тоньше конструкция, тем меньше возможный диаметр электрода. Для сварки профилей достаточно изделий с диаметром до 2 мм.
Кстати, с тонкой продукцией нужно научиться работать. Такие электроды быстро плавятся, расходуются. Для работы с ними должны быть специальные навыки.
В зависимости от диаметра электрода определяют силу тока для сварки инвертором. Часто сверху на упаковке указывают рекомендуемые значения. В целом закономерность такова – чем больше диаметр электродного изделия, тем выше необходимое значение силы тока.
Несоответствие толщины материала, диаметра электрода и силы тока может ухудшить качество сварного соединения, привести к образованию в нем пор.
Преимущества
Приведенный рейтинг популярности составлен не случайно, а благодаря заметным преимуществам перечисленной продукции. Сварка с ее участием проводится инвертором наиболее легко.
Сложности образования шва могут возникнуть только из-за неправильного выбора марки для конкретного металла или сплава. При грамотном проведении работ образуются качественные соединения любой формы и расположения.
Плавящиеся электроды указанных марок образуют шлак, который после выполнения своих защитных функций легко отделяется. Его не нужно долго и мучительно оббивать. Качество шва будет видно сразу.
Представленные виды электродов позволяют работать даже с деталями, имеющими остатки ржавчины. Иногда эта особенность бывает очень важна. При работе в экстремальных условиях может не быть времени и возможности для тщательной очистки поверхностей.
svaring.com
марки, выбор диаметра и силы тока
Процесс сварки довольно небезопасный, поэтому важно пользоваться качественным и проверенным оборудованием. Сварочный инвертор — современный и, возможно, один из лучших типов сварочных аппаратов. Простота работы с ними является одним из главных плюсов бытовых инверторов, получивших обоснованную и заслуженную любовь мастеров.
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
 Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
 Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной.
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Известные марки
Какими электродами лучше всего варить инвертором? Сухими, без повреждений. Хранить их надо в сухом месте, не допуская деформации стержней, при использовании это позволит избежать прилипания электрода к металлу во время работы.
Наибольшее распространение получили следующие марки инверторных электродов:
- МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
- ЦЛ-11 выбирают для сварки нержавейки и высоколегированной стали;
- ОЗАНА-1 — для соединения алюминиевых марок А0, А3; а ОЗАНА-2 — для сплавов АЛ4, АЛ9, АЛ11;
- Комсомолец-100 — для приварки меди и соединения меди и стали;
- ОЗЧ -2 применяют для сплавов чугуна.
 МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;
МР-3, УОНИ 13/55, ОЗС-4 соединяют углеродистые низколегированные стали, используются для сварки ответственных конструкций;Многие инверторы работают на постоянном токе. Возможны 2 варианта подключения полярности: прямая и обратная.
При прямой полярности к плюсу инвертора присоединяют массу, к минусу держатель. Такой способ подключения увеличивает температуру металла, он рекомендован для сварки массивных деталей и в случае необходимости выделения большого количества тепла и высоких температур при процессе .
Тонкий металл и сталь высоколегированную лучше приваривать при обратной полярности, чтобы не прожечь материал.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Выбор необходимой силы тока
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом. Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной. В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
tokar.guru
Сварочные электроды: какие лучше для инвертора?
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Какие электроды выбрать

Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Популярные виды электродов

Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
- УОНИ–13/55.
- МР–3С; МР–3.
- АНО.
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Выбор электродов для разных материалов

Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Для справки

Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»

Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Дополнительные рекомендации

Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
В заключение
Если вы уже решили для себя, какие электроды лучше для инвертора «Ресанта 220ПН», учитывая вышеприведенные рекомендации, то должны помнить, что одинаковых и точных настроек на сегодняшний день не существует. Мастер методом ошибок и проб выставляет параметры тока самостоятельно. При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
fb.ru
Лучшие электроды для инверторной сварки
Электроды изготавливаются для различных типов соединения материалов путем плавления. Правильно подобранные электрические проводники являются главным условием получения крепкого шва. Изделия классифицируются по серийным номерам и соответствуют рекомендуемой прочности на разрыв, материалу покрытия, диаметру.
Что собой представляют электроды?
Сварочные электроды представляют собой металлические и неметаллические стержни (сердечники) с химическим покрытием из материала, обладающего электропроводностью. Стержень используется для поддержания сварочной дуги и обеспечения присадочного металла, необходимого для свариваемого соединения. Выбор стержней происходит в соответствии с материалами и аспектами сварочных работ.
Проволока подключается к источнику тока с помощью оборудования. Когда цепь смыкается, создается дуга, которая плавит материал. Оболочка стержня образует газы, которые стабилизируют дугу, противодействуя продувке, предотвращает окисление сварного шва.
Флюсовое покрытие на электродах определяет, как оно будет действовать во время процесса сварки. Поверхностный слой защищает металл от повреждений, стабилизирует дугу. Материал наполнителя получают путем сплавления электродов в форме капель. Защита достигается за счет разложения покрытия в виде газов и в виде жидкого шлака, который плавает над расплавленной ванной, после чего становится твердым. Изделия изготавливаются так, чтобы они находились в допустимых пределах влажности и прочности шва.
Классификация сварочных электродов
Используемый тип электродов зависит от требуемых свойств, которые включают:
- Коррозионную стойкость.
- Пластичность.
- Стержень проволоки должен иметь большую прочность на разрыв, чем исходные металлы.
- Вид материала, подлежащего сварке.
- Положение сварного шва (плоские, горизонтальные, вертикальные или накладные).
Для инертного сварочного аппарата используются расходуемые и нерасходуемые токопроводящие изделия.
Расходуемые стержни имеют низкую температуру плавления. Сердечники предпочтительнее использовать при сварке металлическим инертным газом, поэтому они не имеют большого количества промышленных применений, но в то же время они удобны в использовании и обслуживании. Расходуемые электроды делятся на 2 типа:
- Голые электроды. Присадочный материал, не имеющий покрытия или обмазки, применяют при наплавке изношенных деталей.
- Покрытые изделия классифицируются по разным признакам:
- толщине слоя покрытия;
- виду образующихся шлаков;
- способу нанесения защитного слоя;
- назначению.

Тугоплавкие изделия АНО не расходуются в течение всего процесса сварки, т. к. имеют высокую температуру плавления и не могут заполнить зазор в заготовке. Но из-за процессов испарения и окисления, происходящих во время работы уменьшается длина изделия. Изготавливаются стержни из чистого вольфрама, графита, углерода, покрытого медью.
Характеристики тугоплавкой электродной проволоки:
- При использовании изделия необходимо использовать защитные (инертные) газы. Причина использования инертных газов заключается в защите зоны сварки от кислорода и окружающей атмосферы.
- Изготавливается продукция для сварки в виде катода, а заготовки — в качестве анода.

Ввиду большого разнообразия продукцию маркируют по механическим свойствам наплавленной стали.
Различия электродов по маркам и диаметру
Электроды имеют нормализованные диаметры. Распространенными при выполнении бытовых работ с использованием инвертора являются:
- 0,5 мм;
- 1,6 мм;
- 2 мм;
Следует выбирать максимально возможный диаметр, который обеспечивает необходимый тепловой вклад. Выбор марки и диаметра стержня должен основываться в зависимости от положения, толщины материала, типа соединения.
Изделия большего диаметра используются для сварки в плоском положении или средней толщины. Сварщики такими изделиями выполняют прихватки. При сварке в бухте, в вертикальном и внутреннем положении, расплавленная ванна имеет тенденцию падать под действием силы тяжести. Проволоки небольшого диаметра не рекомендуются для начинающих они быстро выгорают. Чтобы получить, крепкие швы при работе с данным типом необходима практика.
Не все марки электродов подходят для инверторного сварочного аппарата. Условно вся продукция делится на 2 категории:
- МЗ-3, АНО — для бытовых нужд.
- УОНИ — применяется при выполнении сложных работ.

Токопроводящая продукция, имеющая равномерное распределение оксида в вольфрамовой матрице, применяется при инверторной сварке среди начинающих мастеров. Тонко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характеристики зажигания, расход и срок службы.
Критерии выбора электродов
Вид свариваемого металла, процесс сварки, аппарат определяют тип используемого сварочного электрода. Низкоуглеродистые или «мягкие» сплавы требуют токопроводимые проволоки с обмазкой. Для сварки чугуна, алюминия, латуни используют различные типы электродов и оборудования.
Выбранные сварочные стержни должны соответствовать следующим критериям:
- Обеспечивать легкость работ.
- Образовать отделяемые шлаки.
- Способствовать получению прочных швов.
- Позволять проводить сварку по коррозийным материалам.
- Отвечать допустимым санитарным нормам.
- Соответствовать ГОСТу.
Для толстых материалов требуется проволока с максимальной пластичностью, низким содержанием h3, чтобы предотвратить растрескивание сварного шва. Сварочная продукция с номерами, заканчивающимися на 15, 16 или 18, обеспечивает ударную вязкость, чтобы приспособиться к остаточному напряжению.
Ответственные работы стоит доверить сердечникам рутилового типа, создающим мягкие дуги. Они обеспечат неглубокое проникновение, чтобы предотвратить выгорание на тонких материалах. Используются с металлами с хорошей сварочной способностью, с низким содержанием серы, фосфора и углерода.

Электрод с высокой пластичностью уменьшит вероятность растрескивания сварного шва. Чистые базовые металлы помогают предотвратить пористость и увеличить скорость движения. Если очистка материала невозможна, применяют проволоку создающую глубокую проникающую дугу, способную прорезать загрязнения.
Выбор изделий в соответствии с применением
Решая вопрос, какие электроды выбрать для сварки инвертором, прежде чем делать выбор нужно оценить условия, с которыми свариваемая деталь будет сталкиваться на протяжении всего срока ее службы. Если изделие будет использоваться в условиях экстремальной температуры, подвергаться повторяющимся ударным нагрузкам, то электрод с низкой водородной адгезией и более высокой пластичностью уменьшит вероятность растрескивания сварного шва.
На рынке представлен широкий диапазон марок токопроводящих стержней, для одного применения могут существовать несколько решений. Наплавленный металл сварного шва должен соответствовать свойствам основного материала и иметь примерно одинаковый состав, физические свойства.
Предотвращение растрескивания или других разрывов сварного шва имеет решающее значение в любом процессе сварки.
Лучшие популярные производители электродов
Существует несколько стран, таких как Китай, Россия, Япония и США, которые являются крупнейшими производителями электродов. Как показывает опыт, отечественные марки несколько проигрывают зарубежным конкурентам в плане качества.
Популярные производители сердечников для инверторного сварочного аппарата:
- GrafTech. Ассортимент продукции фирмы из США включает графитовые и углеродные электроды.
- УОНИ. Российская фирма производит стержни с основным покрытием за минимальную цену.
- Kobelco. Зарубежный производитель с многолетним опытом специализируется на производстве бюджетных сердечников.
- ESAB. Российская компания, специализирующаяся на выпуске рутилово-целлюлозных изделий.
- Kobe Steel. Японская фирма с многолетним опытом производства.
- СпецЭлектрод. Замыкает рейтинг производителей компания из Москвы, изделия, которой отвечают стандартам качества и безопасности.
Сварки инвертором покрытыми электродами является одним из часто используемых процессов благодаря своей универсальности и возможностям использования.
electrod.biz
Какие электроды выбрать для сварки инвертором
Инверторы значительно расширили возможности сварщика. Такие аппараты, в зависимости от функций, могут варить различные марки сталей и нержавейку, а также практически любой цветной металл. Но такой универсализм возможен только с использованием дополнительных материалов, в том числе и расходников.
Какие электроды выбрать для сварки инвертором в различных режимах и что нужно учитывать, подбирая те или иные расходные материалы для работы с таким оборудованием? Обо всем вы узнаете далее в нашей статье.
Основные типы электродов
Эти материалы принято делить на два основных типа: плавящиеся и неплавящиеся.
Первый вариант используется для большинства видов сварочных работ по соединению различных марок стали и некоторых цветных металлов и сплавов. Их принцип состоит в расплавлении стержня и обмазки вместе с материалом деталей во время сварки, чем и обеспечивается скрепление их между собой.
Неплавящийся тип электрода применяют при работе с аргонодуговым сварочным аппаратом. Основная задача такого стержня — направить дугу на металл и, путем плавки, сформировать соединение. Весь процесс при этом происходит, как правило, в защитной атмосфере из газа.
В свою очередь эти два основных типа расходников имеют большую классификацию, которая диктуется их назначением.
Подбор электродов нужного диаметра
Плавящиеся стержни для сварки инвертором нужно выбирать соответствующего диаметра, в зависимости от толщины свариваемого металла. Конечно, при небольших объемах работ и создания неответственных конструкций, можно использовать различные номера электродов для инвертора. Потребуется только подобрать соответствующие настройки прибора (например, снизит силу тока). Но, в большинстве случаев, лучше всего выбрать нужный диаметр. Как это сделать?
Приблизительные параметры подборки диаметра электрода к толщине металла можно посмотреть в таблицах в интернете.
Электроды с номерами от шести и выше в большинстве случаев потребуют более высокой мощности, которую обычные бытовые инверторы, как правило, не обеспечивают.
В среднем максимальная сила тока распространенных сварочных аппаратов инверторного типа находиться в пределах 220-250 Ампер.
Зачем подбирать стержень по диаметру? Главное в сварочном соединении — обеспечить качественный шов. Он зависит от степени проварки (то есть насколько глубоко и широко расплавился металл заготовок).
Малые диаметры расходников не смогут обеспечить достаточное количество расплавленного металла, а слишком толстые могут попросту прожечь заготовку.
Также слишком тонкие стержни не добавят в шов достаточное количество присадок, необходимых для образования прочного соединения, а их избыток, наоборот, может привести к нарушению химического состава и, как следствие, структуры крепления.
Однако, кроме диаметра, нужно подобрать расходник соответствующий свариваемому металлу.
Виды электродов по назначению
Электроды для сварочных работ инвертором выбирают в зависимости от материала, с которым приходится работать. Поэтому производятся расходники со своими назначениями. Какие электроды лучше для инвертора при работе с разными материалами?
- Электроды для сварки стали с углеродистым и нелегированным составом.
- Расходники для сварочных работ по термостойкой стали.
- Для сварки стали с легирующими добавками (подходят для нержавейки).
- Алюминиевые расходники для «крылатого» металла и сплавов с различным составом.
- Для сваривания меди и ее производных.
- Сварочные стержни для сварки по чугуну.
- Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов).
- Электроды предназначенные варить трудносвариваемые и неопределенные марки стали.
Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой.
При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
Обмазки (покрытия) в свою очередь делятся на несколько классов.
- Основного.
- Рутилового.
- Целлюлозного.
- Кислого.
Разница в использовании их при различных режимах инвертора.
Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла.
Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой.
Сварочные расходные материалы очень чувствительны к влажности. Их продают в герметичных упаковках, после раскрытия, которой они быстро отсыревают (в период 8-24 часов). Для их сушки используют метод прокалывания. Если использовать сырые электроды для сварки, то они будут прилипать к поверхности. Что значительно затруднит зажигание дуги и нормальный сварочный процесс.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов.
Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
wikimetall.ru
Выбираем электроды, какие для инвертора лучше?
Сварочный инвертор прост в эксплуатации, имеет доступную стоимость. Освоить принцип его работы, не имея высокой квалификации, сможет и домашний мастер.
Инвертор превосходит по многим параметрам трансформаторные крупногабаритные стандартные агрегаты, сваривает любые виды металлических деталей и конструкций. Сложность осуществляемых работ, продолжительность срока службы инвертора, надежность и качество сварочных швов зависят от используемых электродов.
Выбор электродов осложняется широким ассортиментом. Существует свыше двухсот различных марок, отличных по диаметру, типу, материалу покрытия. Определить лучшие электроды для выполнения сварочных работ инвертором позволяет четкое представление о принципах работа агрегата (инвертора).
Сварка инверторным аппаратом
Характерной особенностью любого типа инвертора являются неизменные рабочие показатели и стабильность сварочного тока, гарантирующие качество получаемого шва, формирование переменного напряжения, образующего сварочную дугу. Соединение свариваемых поверхностей осуществляется методом плавления.
Качественные показатели надежности агрегата обусловлены его конструктивной особенностью. Каждый аппарат, независимо от типа, состоит из следующих элементов:
- преобразователя частот;
- системы (центра) управления;
- трансформатора;
- силового выпрямителя;
- сетевого фильтра.
Все они формируют общую схему инвертора, а главным инструментом для осуществления сварки служит электрод.
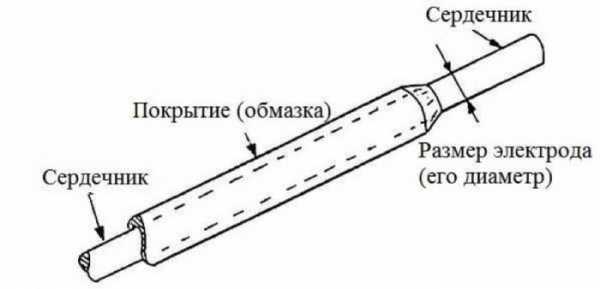
Электроды для инвертора
Представляют собой электропроводящие металлические стержни (сердечники) со специальным защитным покрытием — обмазкой. Температура дуги при осуществлении сварки приводит к плавлению сердечника. Этот процесс сопровождает горение и плавление обмазки. Сгораемая обмазка переходит в газовое облако, перекрывающее доступ кислорода. Плавящаяся часть покрытия становится жидкой, покрывает тонким слоем расплавленный металл, предохраняет его от взаимодействия с кислородом.
Наличие сколов на защитном покрытии недопустимо. Нарушение обмазки не позволяет добиться однородного прогрева и качественного выполнения шва. Чтобы дуга находилась по центру, выбирать нужно электроды, на кончиках которых толщина обмазки равномерна со всех сторон. Покрытие должно быть сухим. Электроды с влажной обмазкой плохо зажигаются. Высушить их можно, но эксплуатационные характеристики это снизит.
Защитное покрытие
Электроды различаются по типу используемой обмазки. Существует четыре разновидности покрытий:
- основное или УОНИ;
- целлюлозное;
- рутиловое;
- кислое.
Стержни с целлюлозной и основной обмазкой создают эластичные, надежные, ударопрочные швы при проведении сварочных работ с постоянным током. Рутиловая с кислой обмазкой универсальны. Покрытия применяют для выполнения сварки как с постоянным, так с и переменным током.
Покрытые кислой обмазкой электроды токсичны. Работы с ними проводят в закрытых пространствах только тогда, когда помещения оборудованы хорошей принудительной вытяжкой. Стержни с рутиловым покрытием, имеющим синеватый или зеленоватый оттенок, отличает легкость розжига. Этот параметр неизменен и при работе с инвертором на низком напряжении холостого хода.
Сердечник
Плавящегося типа металлические стержни, применяемые при работе с инвертором, подбирают в соответствии с типом металла свариваемых деталей и конструкций. Сварочная проволока, из которой выполнен сердечник электрода, должна соответствовать государственным стандартам.
Различают три типа электродов для инверторных аппаратов: легированные, высоколегированные и углеродистые. Каждый из них производят из соответствующего вида сварочной проволоки. При работе с высоколегированной и нержавеющей сталью специалисты рекомендуют использовать стержни ЦЛ-11, углеродистой сталью —АНО-21, УОНИ-13/45, МР-3С, чугуном — ОЗЧ-2, малоуглеродистой сталью — АНО-4 и АНО-6.
Какими бывают электроды?
Условно стержни для работы со сварочным аппаратом инверторного типа делятся на две категории. Первые предназначены для сложных и ответственных работ, а вторые могут быть использованы при проведении сварки на менее требовательных и простых участках. Первую группу составляют электроды плавильного типа УОНИ, а вторую — АНО, MP-3.
Электроды марки АНО выбирают для выполнения несложной сварки в бытовых нуждах. Они подходят для работы практически со всеми видами инверторных сварочных аппаратов. Получили наибольшее распространение среди домашних и начинающих мастеров. Неприхотливыми и универсальными считаются электроды марки МР-3. Ими можно сваривать влажные, ржавые, плохо очищенные от загрязнений металлические поверхности.
Марка УОНИ более «капризна», требует определенных навыков, но позволяет сваривать между собой поверхности любых сложностей, получать максимально плотные швы. Электроды этой категории чаще выбирают профессионалы. Начинающему сварщику, не имеющему фактического опыта, работать с ними будет затруднительно.
Какие электроды считаются лучшими?
Специалисты выделяют следующие марки предназначенных для сварки инверторными аппаратами электродов:
Обеспечивают неизменно высокое качество шва с оптимальным показателем плотности. Они могут эксплуатироваться в условиях и высоких, и низких температур. На результате работы это не отражается.
- 2. АНО (в частности АНО-21)
Не требуют предварительной прокалки, усилий для розжига, показывают стабильно высокий результат сварки, выполняемых как мастером с опытом, так и человеком, впервые пользующимся сварочным аппаратом.
Универсальные стержни плавильного типа для работы с металлическими конструкциями практически в любом состоянии: влажном, покрытом ржавчиной и загрязнениями.
Применяют для сварки ответственных участков, где требования к швам самые высокие. Соединение конструкций и деталей с этим видом электродов осуществляется и на постоянном, и на переменном токе.
Предназначены для сварки нержавейки и конструкционной стали. Образуют швы с мелкой волной и плавным переходом к основной поверхности соединяемых конструкций, элементов и деталей.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз.
Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки.
ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается.
Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
- 1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
- 2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
- 3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
- 4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
- 5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.
Диаметр электрода
С увеличением толщины стенок металлической поверхности возрастает требуемое время осуществляемых сварочных работ. Чем толще поверхность, тем большего диаметра используют электроды. Стержни с тонким диаметром сгорают очень быстро и применяются чаще всего на прихватках. Работа с ними требует наличия определенного навыка в сварочном деле.
«Тройка» (стержни с диаметром в 3 мм) подходит для сварки конструкций и элементов, имеющих толщину 3-4 мм, «четверка» — для элементов толщиной от 4 до 9 мм, «пятерка» — для элементов толщиной 9-10 мм. Для участков, где капитальная герметизация не требуется, могут применяться стержни с диаметром 0,5-2 мм. Профильные конструкции для поддержания и сборки допустимо сваривать с использованием электродов до 2 мм.
Общие рекомендации по выбору электродов
Приобретать стержни нужно только в специализированных магазинах, гарантирующих качество предлагаемой продукции. Это обусловлено не только характеристиками предлагаемых электродов, но и соблюдением правил их транспортировки и хранения, наличием всех необходимых документов и сертификатов. Отсыревшие элементы можно высушить, поврежденные использовать нельзя.
Вся необходимая информация об электродах указана на упаковке. Выбирать рекомендуется сварочные стержни с наименьшим показателем ошлакования. Не меньшее значение имеет расход электрода. Показатель параметра тоже прописывается в маркировке. Следует учитывать, что значение может изменяться в большую сторону. Это зависит от назначения и качества свариваемых поверхностей.
Сварочные стержни приобретают согласно их назначению. Если применяемые электроды предназначены для другого типа сварки, результат проделанной работы будет некачественным, а его показатели безопасности резко снизятся. Учитывать необходимо и область применения сварочного аппарата.
Если инвертором пользуются в бытовых нуждах, электроды к ним подбирают диаметром от 2 до 4 мм. Чтобы «прихватить» металлические конструкции, подойдут электроды марок МР и АНО. Качество не будет вызывать никаких нареканий. Для сварки коммунальных развилок, к примеру, труб водоснабжения или отопления, необходимо использовать обеспечивающие надежность получаемого шва стержни УОНИ.
superarch.ru