обозначение на чертеже, формула расчета
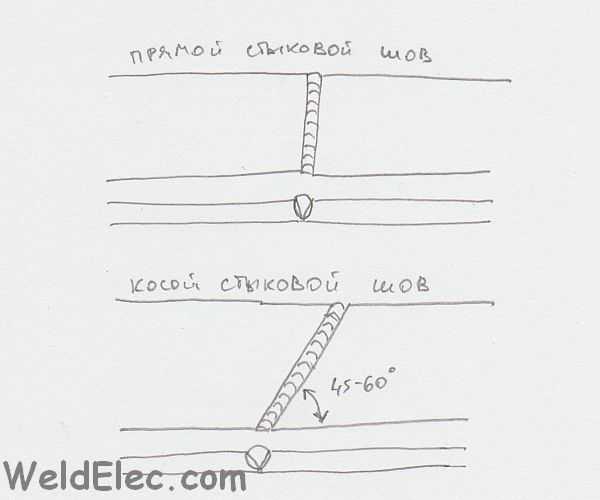
Какая сварка называется стыковой? Ответ на этот вопрос заложен в самом словосочетании стык, шов и сварка. Стыковое сварное соединение – это наиболее распространенный способ сварки двух металлических деталей, элементов или конструкций, которые примыкают друг к другу торцевыми поверхностями. Сварочный шов может быть как односторонним, так и двусторонним, на остающейся подкладке и без нее, с замковым швом и т. д. Вариантов сварки встык много и каждый из них используется в том или ином производственном процессе.
Торцы деталей необходимо специально подготовить для выполнения качественных сварочных работ. Вид обработки кромок зависит от толщины металла, применяемого оборудования, особенностей технологического процесса и других факторов. Выполняются стыковые сварные соединения по ГОСТ 5264-80, который и регламентирует все особенности технологии. Этот документ предусматривает 32 типа таких соединений, обозначающихся буквой C с цифровым кодом. Например, C2 – это односторонний стыковочный шов без какого-либо скоса поверхностей кромок.
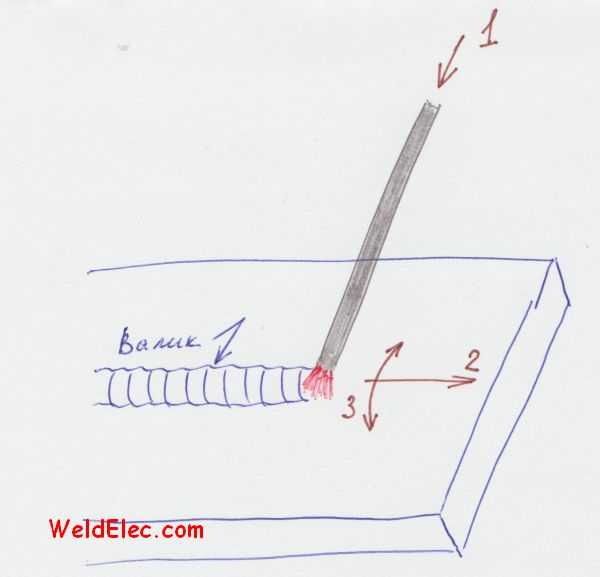
Начало сварки стыкового шва
Область применения
Этот вид сварных соединений используется повсеместно. Прокладка различных металлических трубопроводов невозможна без сварки отдельных труб встык. Кузовные части автомобилей, любой прокат, различные сложные изделия в машиностроительной отрасли объединяются в одно целое по этой технологии.
Преимущества и недостатки
Стыковые соединения сварных швов имеют следующий ряд преимуществ перед другими методами сборки металлических элементов в одну конструкцию.
- Эта технология сварки не критична к толщине свариваемых деталей. Толщина может колебаться от долей до сотен миллиметров. Данный критерий не зависит от способа сварки и определяется только возможностью соединения материала встык.
- На стыковой сварочный шов расходуется меньшее количество присадочных материалов и энергетических ресурсов, следовательно уменьшается стоимость соединения.
- В отличие от других видов соединения деталей сварка практически не увеличивает общий вес конструкции, шов получается ровным и герметичным, а также контроль качества соединительного сварного шва упрощается.
Но наряду с достоинствами, сварка встык имеет ряд недостатков. Она требует очень точной подгонки свариваемых деталей. Кромки обеих соединяемых элементов должны иметь равномерный зазор между собой по всей длине стыкового соединения. Многократно увеличивается сложность подгонки и сварки длинных стыков, размером в несколько метров. Но это ни в коем случае не умаляет всех преимуществ стыковых сварных соединений.
Особенности стыковой сварки
Главной особенностью сварки встык является то, что хотя бы одна из поверхностей обеих соединяемых деталей лежит в одной общей плоскости. То есть, даже если толщина свариваемых элементов различается, одна из общих поверхностей не должна иметь ступеньки в месте сварочного шва. В противном случае это будет уже не стыковое соединение, а тавровое. Другие нюансы сварки в стык определяются способом подготовки торцевых кромок и характеристиками сварочного шва. Например, стыковое сварное соединение C21 выполняется со скосом обеих кромок двусторонним сварочным швом.
Для усиления соединения встык могут быть использованы специальные несъемные прокладки, приваренные к соединяемым деталям на всем протяжении сварочного шва. При разных толщинах свариваемых элементов может быть использовано замковое соединение, которое также позволяет усилить шов. Все особенности сварки в стык определяются ГОСТом и другими нормативными документами. Ниже будут представлены нюансы каждого из стыкового сварочного соединения в соответствии с общей классификацией.
Типы и параметры соединений встык
Как уже было сказано выше, ГОСТ предусматривает 32 типа стыковых сварочных соединений. Виды сварных стыковых соединений представлены в нижеприведенной таблице, где дано описание каждого из них с маркировкой, диапазоном толщины соединяемых деталей, характеристикой сварного шва и формой сечения.
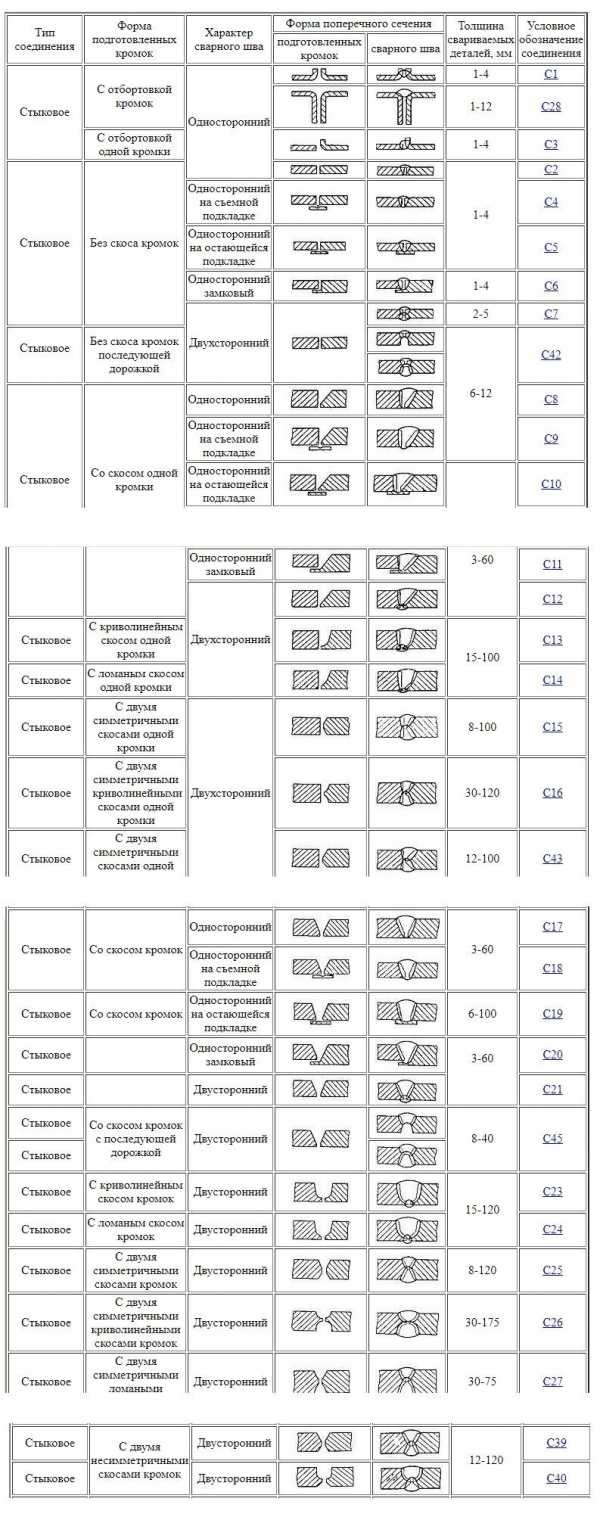
Таблица с видами стыковой сварки
«Примечание!
Сварной шов С17 является наиболее часто используемым вариантом соединения металлических элементов путем сварки встык.»
Обозначение на чертеже
Для обозначения сварных швов встык в технической документации используются специальные символы и надписи. По ГОСТу на них указывают выносные стрелки с надписями сверху и снизу. На ниже приведенном рисунке представлен пример такого обозначения.
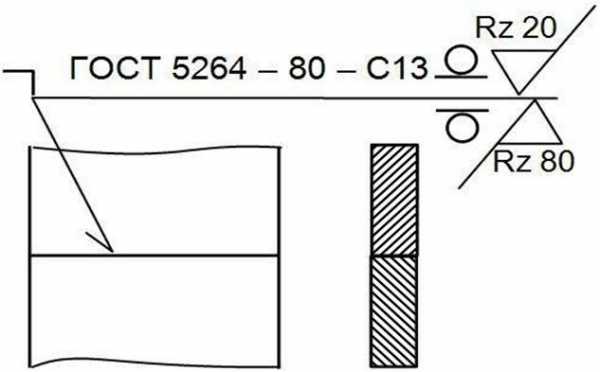
Обозначение стыковой сварки на чертеже
- знак указывает на то, что подгонку и стыковку свариваемых деталей необходимо выполнять на месте монтажа;
- ГОСТ 5264-80 обозначает, что соединение следует производить электродуговой сваркой;
- С13 – эта маркировка говорит о том, что перед нами стык с криволинейным скосом по одной кромке и односторонним швом;
- знак показывает, что произведено снятие термического напряжения с обеих сторон;
- знаки Rz20 и до Rz80 определяют чистоту шлифовки лицевой и обратной стороны стыкового сварочного шва.
Расчет стыковых сварных соединений
Перед сварочными работы следует выполнить некоторые математические расчеты. Это необходимо для получения качественной сварки, способной выдержать те нагрузки, которые определены условиями эксплуатации соединенных элементов. Сварка в стык рассчитывается по следующей формуле:
Формула расчета
Где,
N – максимальная нагрузка на шов;
t – минимальная толщина деталей;
lw – длина сварочного шва максимальная;
Rwy – сопротивление по пределу прочности;
γс – табличный коэффициент.
Эта формула позволяет произвести расчет сварного стыкового соединения на центральное сжатие и процесс растяжения.
Контроль стыковых сварных соединений
От качества шва зависит прочность и долговечность стыковой сварки. Любой дефект может вызвать его постепенное или мгновенное разрушение. Существующие способы дефектоскопии сварочных швов позволяют на 100% исключить такие негативные последствия. Ниже приведен перечень основных методов контроля качества сварных швов, которые используются в настоящее время:
- визуальный осмотр позволяет определить видимые дефекты: трещины и раковины;
- рентгенография способна выявить внутренние дефекты: шлаковые включения и т. д.;
- магнитографический способ позволяет найти микротрещины, поры и другие дефекты;
- ультразвуковое исследование – это эффективный метод контроля качества швов.
Конечно, это далеко не полный перечень способов контроля качества сварки встык. В зависимости от результатов, которые необходимо получить, может быть использована цветная дефектоскопия, химический способ, вакуумный метод и многие другие.
Заключение
Следует отметить, что тип соединения встык, форму торцевых кромок, расположение сварочных швов подбирают исходя из физических и химических характеристик свариваемого металла, конструктивных особенностей соединяемых элементов и результата, который желательно получить в ходе выполнения работ.
svarkaipayka.ru
чем отличаются от нахлесточных, технология ручной дуговой сварки в нижнем и вертикальном положениях, подробности, видео
Главная страница » Статьи о сварке » Как научиться сваривать металл » Соединения » Стыковые сварные соединения (сварка встык)
 Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости. Такое соединение простое и надежное, рекомендуется в конструкциях, которые подвергаются воздействию переменных напряжений.
Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости. Такое соединение простое и надежное, рекомендуется в конструкциях, которые подвергаются воздействию переменных напряжений.
Где применяется
Стыковое соединение применяется когда утолщение металла исключено или не подходит, оно обеспечивает красивый внешний вид без выступающих кромок. Стыковое соединение применяют в авиакосмической и автомобильной промышленности. Применяется для образования неразъёмного соединения деталей различных металлических конструкций в том случае, когда поверхности деталей лежат в одной плоскости и и примыкают друг к другу своими торцами.
Встык свариваются части различных трубопроводов, обечайки различных емкостей, баллонов, цистерн, листовые конструкции, швеллеры, уголки и прочие фасонные профили.
Преимущества и недостатки
Преимущества
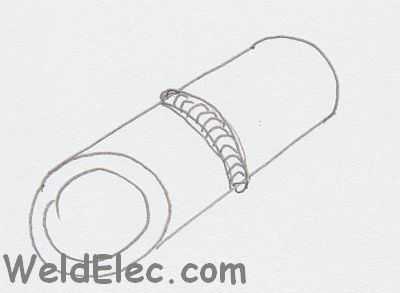
сварка труб, как правило, производится именно стыковым соединением
При стыковом соединении
- электродный металл используется меньше,
- контролировать процесс не сложно, конструкции получаются надежные,
- техника сварки более простая, чем техника углового шва,
- стыковые соединения обеспечивают плоскостность поверхности конструкции,
- обеспечивают получение соединения деталей различной толщины,
- есть возможность выполнения сварки металла большой толщины односторонним швом.
Недостатки
Стыковое соединение
- не обеспечивает дополнительной жесткости в сравнении с нахлесточным,
- так же могут образоваться значительные деформации поверхности после сварки (особенно при сварке тонкого металла).
Чем отличается от нахлесточного
Сварные нахлесточные соединения — это сплавление разных элементов детали, расположенных параллельно, частично перекрывая друг друга. Применяются, когда стыковое невозможно. Не рекомендуется соединение внахлест, если конструкция подвергается вибрации, толщина стали должна быть не более 10-12 мм.
При стыковом важно учитывать точность сборки
Недостатком нахлесточного соединения станет больший расход основного металла, так как одна деталь накрывает другую, возможно появление коррозии металла от проникновения влаги между деталями, а так же выявить дефекты будет не просто. В стыковом нет перекрытия (нахлеста) деталей, применяется разная техника сварки, когда сварка нахлесточных соединений выполняется угловым швом. В нахлесточных не нужна разделка кромок, так же имеется большое количество разновидностей стыкового соединения согласно ГОСТу.
Разделка кромок под сварку
стыковое соединение без скоса кромок
Важно! Если варите без скоса кромок и толщина металла более 2 мм, нужно выставить зазор между свариваемыми деталями!
От выбора скоса кромок зависит качество шва и изделия. Для каждого способа сварки выбирают разные разделки кромок.
К сведению! Без разделки процесс будет гораздо экономичней, но разделка кромок нужна для полного провара в сечении, что делает качество выше.
с V-образным скосом кромок
с X-образным скосом кромок
с криволинейным скосом кромок
Разделку можно выполнить зубилом, в данном случае края получатся не ровные, отличным вариантом станет болгарка, фрезерный станок, самым лучшим будет использование кромкореза (фаскоснимателя). Так же
Существует обозначение разделки кромок: U- V- K- X- образные. Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла, Х-образная разделка требует по одному шву с каждой стороны, когда V-образная обходится односторонним швом. Форма разделки кромок зависит от способа сварки, свариваемого материала, толщины свариваемых элементов.
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, зажигаем электрод ударом или «чиркнув» как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.
Видео
В ролике ниже показано, к чему может привести сваривание, если не делать прихватки (что нужно знать про прихватки тут).
с подкладкой (съемной или остающейся)
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ движения электрода для лучшего сваривания, так же электрод во время работы держится под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожегов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва (см. фото слева).
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.
Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.
стыковое соединение с отбортовкой кромок (для тонкого металла)
В процессе сварки электродом совершается 2-3 движения.
- Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги.
- Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости электрод перпендикулярен поверхности соединения.
- В случае необходимости получения сварного шва увеличенной ширины применяют различные колебательные движения.
Видео
Короткий ролик, без особых объяснений, зато быстро, для нетерпеливых.
Более длинный, но и более подробный ролик.
Сварка в вертикальном положении
- Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
- Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
- Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
- Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
- Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
прерывистые, нахлесточные и другие, видео
Трудно переоценить значение сварки в народном хозяйстве и при решении личных задач. Сварка обладает большими преимуществами перед другими видами соединений. Имеются различные методы и способы ее применения. Сварщик, осуществляя этот технологический процесс, как правило, не подозревает, что он в этот момент устанавливает путем совместного нагрева межатомные связи в свариваемых им элементах.
Зато он должен обладать более практичными знаниями — классификацию сварных соединений и получаемых в результате швов. Имеются нормативные материалы, где изложены описания различных видов швов, получаемых таким способом. Наиболее популярный из них — ГОСТ-5264. В межгосударственном стандарте ясно и точно определена классификация сварных швов, имеются необходимые условные обозначения сварных соединений, их конструктивные элементы и размеры, описаны технологические особенности.
Позиции, по которым осуществляется классификация
Согласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме.
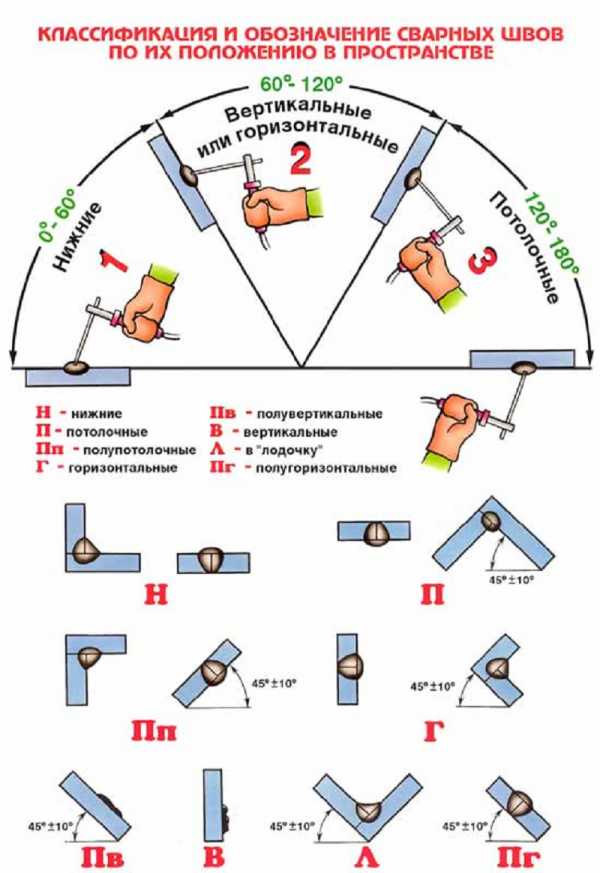
Положение в пространстве
Классификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
- внизу;
- сверху;
- горизонтально;
- вертикально.

При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема — сила тяжести, под действием которой металл начинает стекать вниз.
Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит — здесь потребуется настоящее мастерство. Электрод может быть только в одном положении — вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным.
При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант — периодически отрывать дугу, давая время на остывание металла.
В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла. Шов сваривается в любых направлениях, а дуга делается короткой.
Протяженность
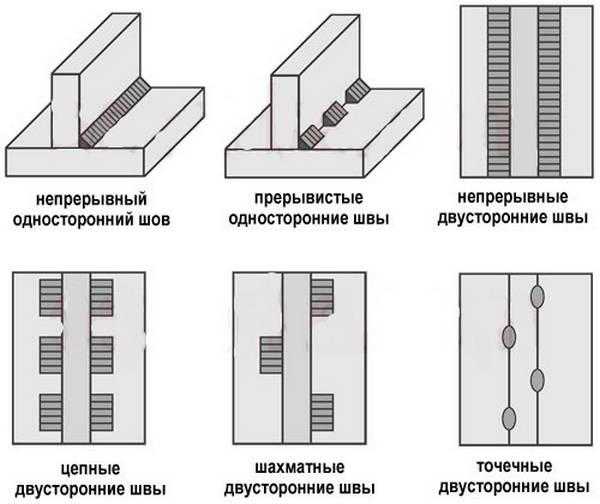
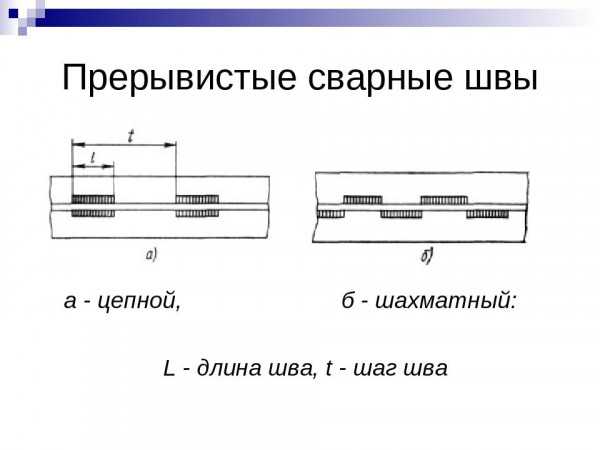
Основная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный.
Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке.
ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг — 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг — 120 будет обозначаться 40/120.
Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение.
Направление усилий
Еще одной группой квалификации является разделение по направлению прилагаемых усилий.
Дифференциации подвергаются сварные швы вдоль сечения:
- При фланговом или продольном способе усилие направлено параллельно оси шва.
- При лобовом или поперечном варианте усилия составляют с осью прямой угол.
- Комбинированный метод сочетает первые два способа.
- При косом варианте действие усилия находится под углом к оси шва.
Форма поверхности
Классификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
- Нормальные. Название говорит само за себя.
- Выпуклые. Иначе — усиленные.
- Вогнутые. По другому — ослабленные.
Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками.
Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом.
Условия, в которых предстоит работать узлу, имеющему сваренные поверхности
Разделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин.
По ширине
Согласно этому критерию сварочные швы бывают двух видов:
- уширенные;
- ниточные.
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы.
Число слоев
Слои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
- однослойные или однопроходные;
- многослойные или многопроходные.
Многослойный сварочный шов имеет свою особенность — это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов — стыковое сварное соединение. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва.
Характер выполнения
По характеру выполнения сварные швы делятся на односторонние и двусторонние.

Односторонний шов располагается с одной стороны, а двусторонний — по обе стороны.
Дополнительные технологии
Соединение сваркой может производиться с применением различных дополнительных технологий. К основным видам относятся следующие:
- Подварочный. Предварительный шов. Предотвращает прожоги при осуществлении основного процесса.
- Прихватка. Фиксирует детали, приготовленные для процесса сваривания.
- Временный. Скрепляет заготовки на необходимое время, а затем удаляется.
- Монтажный сварной шов. Применяется при монтаже всевозможных конструкций.
Дополнительные технологии облегчают проведение основного процесса и увеличивают положительные характеристики сварных швов.
Виды сварок
Качество сварных швов во многом зависит от применяемого оборудования. Основные сварочные виды:
- Ручная дуговая. Этим способом можно скрепить детали из металлов любой толщины.
- Автоматическая. Из оборудования требуются трансформатор, выпрямитель или инвертор.
- В инертном газе. Соединение получается очень прочным. Инертные газы предохраняют металлические детали от окисления. К плюсам относятся отсутствие шлаков и отходов, а также аккуратный внешний вид.
- Газовая. Шов осуществляется под действием температуры горения газа из горелки.
- С помощью паяльника.
Вид сварки выбирают, исходя из требованиям к сварному шву.
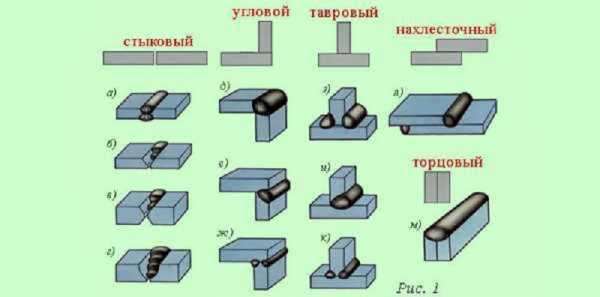
Вид сварных соединений
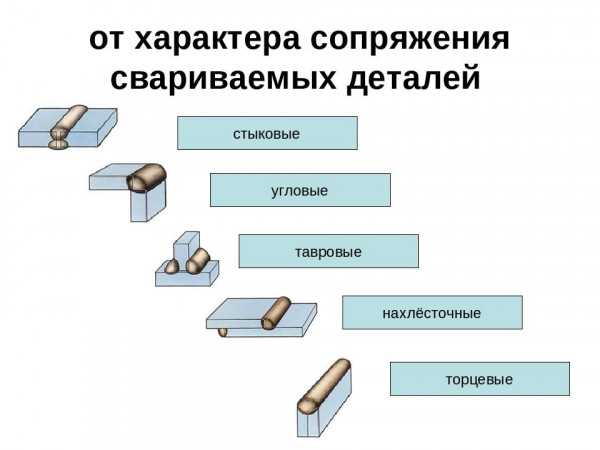
К основным типам соединений, произведенных с помощью сварки, относятся:
- Стыковые. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
- Угловые. Соединяемые элементы могут располагаться друг относительно друга под любым углом.
- Нахлесточное. Детали располагаются параллельно друг другу.
- Тавровые. Под углом располагаются торец одной детали и поверхность другой.
- Торцовые. Свариваемые детали совмещены своими поверхностями.
Сварка стыковых соединений находит широкое применение для соединения деталей в конструкциях из листового металла, труб и резервуаров. Технология сварки стыковых соединений состоит в том, что две свариваемые детали соединяют между собой торцовыми поверхностями. Детали при этом должны располагаться на одной плоскости.
Сварка встык, как иначе называют стыковой вид сварки, является соединением простым и надежным. Рекомендуется применять ее в конструкциях, подвергающихся действию переменного напряжения. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Имеются различные способы сварки стыковых швов:
- на весу;
- на подкладке из меди;
- на стальной подкладке;
- при выполнении предварительного подварочного шва.
Сваркой на весу получить хороший провар основания шва достаточно трудно. Более предпочтительными являются методы с использованием медной или стальной подкладки. Они должны быть сильно прижаты к сварным кромкам. Это уменьшит вероятность вытекание из ванны жидкого металла. Подварочный шов выполняется с другой стороны, если имеется такая возможность.
Небольшие детали свариваются без разделки кромок. В зависимости от толщины деталей сварка может быть с одной стороны или с двух. Электродом совершают колебательные движения. Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.

Преимуществами сварки встык перед другими способами являются уменьшение расхода электродов и электрических ресурсов, простота контроля процесса сварки. Толщина свариваемых деталей не обязательно должна быть одинаковой. Усилить шов в этом случае поможет замковое соединение.
Угловые сварные швы могут применяться для сварки емкостей и различных резервуаров. Они имеют ограничение — толщина металла должна быть не более 3 мм. Не используются в конструкциях, которые испытывают внутреннее давление большой величины. Угловые соединения кажутся простыми, но и в этом виде имеются сложности. Металл может стекать вниз на горизонтальную плоскость. Чтобы этого избежать, необходим постоянный контроль за движениями электрода и выдержка правильного угла его наклона.
Качественную угловую сварку получают в случае применения «лодочки». Если свариваются металлические листы неодинаковой толщины, то электрод следует располагать к утолщенной детали, чтобы обеспечить ей более сильный нагрев. Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Нахлесточное соединение применяется для сварки конструкций из металлических листов толщиной до 12 мм. Нахлесточный сварной шов является распространенным видом соединения сваркой. Его использование возможно, когда поверхности соединяемых деталей прилегают друг к другу плотно и без зазоров. Это обеспечивает перекрытие частей соединяемых элементов. Нахлесточное сварное соединение является достаточно простым и подойдет для начинающих без большого опыта в сварном деле. Его применение оправдано в местах, где необходимо достичь большого значения прочности на растяжения.
Швы при этом методе расположены на некотором расстоянии, что обеспечивает дополнительную прочность. Нежелательно применение, если существует нагрузка на излом. Расчет нагрузки соединения внахлест учитывает все виды существующих нагрузок для обеспечения необходимой прочности. К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
Тавровое соединение напоминает перевернутую букву «Т». Свариваются торец одной детали и поверхность второй под углом, который является прямым. Отклонения от значения угла должны быть минимальными. Применяется в сварке несущих конструкций. Необходима тщательная обработка поверхностей. Тавровые соединения удобно осуществлять в вертикальных и горизонтальных положениях.
Наиболее удобно сварку осуществлять в наклонном положении, используя принцип «лодочки». При этом процесс можно проводить в нижнем положении, что является неоценимым преимуществом. Скорость сварки увеличивается, уменьшается вероятность подрезов. Такой вид сварки является одним из наиболее прочных.
Расположение элементов обеспечивает дополнительную жесткость. Соединения тавровым способом позволяют осуществлять сварку в труднодоступных местах. Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
При торцовом виде соединения свариваются торцы двух деталей, а боковые стороны плотно друг к другу прилегают. Могут применяться как для тонких, так и для толстых материалов и деталей. Вероятность появления прожогов невелика, деформации и напряжения небольшие. К достоинствам относится высокая теплопроводность. Особые требования к поверхности торцов не предъявляются. Исполнение является несложным.
Интересное видео
osvarka.com
Сварные стыковые соединения: особенности, виды и технология
В промышленности и в быту соединение металлических деталей в единую конструкцию производится с помощью сварки. Этот метод считается самым надежным и достаточно дешевым. Относительно не очень сложное оборудование (сварочный аппарат, электроды, средства защиты) позволяет в короткое время и с достаточно надежным качеством создавать и ремонтировать многие металлические конструкции.
Для создания прочного изделия из металла начинающему сварщику необходимо досконально знать особенности и виды стыковых сварных соединений, а также технологию выполняемой работы.
Определение сварного соединения
Сваркой металлов называют их соединение посредством расплавления кромок изделия и последующей их кристаллизацией в процессе охлаждения. Процесс сварки протекает в сопровождении сложных физических и химических процессов. Эти многочисленные факторы и обязан учитывать сварщик во время выполнения работы. При этом все эти физико-химические процессы сопряжены между собой по времени и пространству.
Во время сварки возникает несколько специфических зон, которые и характеризуют сварное соединение:
- место сплавления (сварочная ванна), где на границе основного металла и шва находятся расплавленные зерна металла и электрода;
- сварной шов, который образуется после охлаждения и кристаллизации сварочной ванны;
- зона термического воздействия определяется участком металла, который не расплавился, но изменил свой состав и структуру в результате нагрева;
- основной металл, который подвержен сварке, но не меняющий при этом своих свойств.
Виды сварных соединений
Классифицируют соединение двух металлических деталей по их взаимному расположению относительно друг друга. Вид соединения при проведении сварочных работ выбирает сварщик, учитывая характерные особенности металла и возможность добиться качественного результата.
В зависимости от размещения изделий в пространстве соединения разделяют на следующие виды:
- стыковое соединение;
- угловое соединение;
- тавровое скрепление;
- соединение внахлест;
- торцевой вид.
Стыковая сварка
Наиболее распространенным типом сварки является стыковое соединение. При такой сварке две соединяемые детали располагаются в одной плоскости, поэтому поверхность одного элемента является продолжением другого.
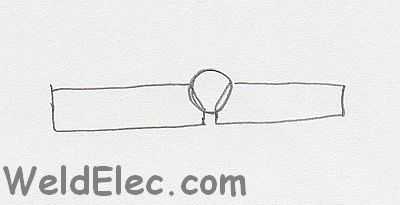
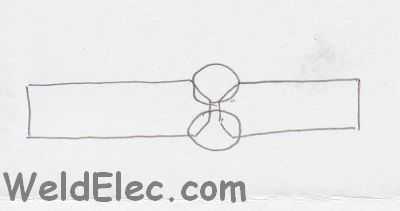
Элементы во время сварки стыковым соединением примыкают друг к другу торцевыми поверхностями. Торцы свариваемых кромок могут быть со скосом или без скоса. Причем без скоса наиболее качественным получается сварочный шов металлических листов толщиной до 4 мм. Двухстороннее стыковое сварное соединение без скоса торцов металла позволяет добиться хорошего результата при толщине деталей до 8 мм. Для улучшения качества соединения необходимо делать между пластинами зазор в пределах до двух миллиметров.
Одностороннюю сварку деталей, толщиной от 4 до 25 миллиметров, желательно выполнять с предварительным скосом кромок. Большей популярностью пользуется у сварщиков V-образный скос торцевой поверхности. Листы толщиной от 12 мм рекомендуется сваривать двухсторонним способом с X-образной разделкой.

Классификация по положению шва
Качественное выполнение сварного шва зависит от положения изделия в пространстве. Существует четыре основных способа выполнения стыкового соединения сварных швов:

- Нижний метод соединения применяется, когда сварщик располагается сверху, по отношению к свариваемым поверхностям изделия. Этот способ самый удобный, так как расплавленный металл не стекает вниз или по сторонам, а попадает прямо в кратер. При этом шлак и газ без препятствия удаляются из сварочной ванны и свободно выходят на поверхность.
- Горизонтальные швы выполняются на вертикально расположенных пластинах, при этом ведение электрода осуществляется слева направо или справа налево. Качественное выполнение горизонтального шва заключается в строгом контроле за расплавленным металлом, не допуская его стекания вниз, поэтому необходимо правильно подбирать скорость движения электрода и силу тока.
- Вертикальный способ применяется на деталях расположенных вертикально, при этом шов стыкового соединения ведется сверху вниз или наоборот. Сложность такой сварки в том, что расплавленный металл стекает вниз, нарушая при этом внешний вид и качество соединения. Обычно сварщики стараются избегать выполнения работы в таком положении. Только опытные мастера прибегают к этому способу, опираясь на свои теоретические и практические знания.

- При потолочном способе свариваемые детали находятся выше головы сварщика. Применяя этот метод, нужно строго соблюдать технологический процесс и правила безопасности, так как расплавленный металл капает вниз.


Систематизация швов по виду сварки
Стыковые соединения можно классифицировать по типу воздействия сварочного оборудования. Именно применение соответствующих аппаратов и приспособлений позволяет получить следующие виды швов:
- Ручная дуговая электрическая сварка способствует созданию сварного шва с помощью специального электрода и позволяет получить надежное скрепление металлических деталей толщиной от 0,1 до 100 мм.
- Дуговая сварка с использованием инертного газа позволяет получить прочные и эстетичные швы, так как все сварочные процессы протекают под защитой газового облака.
- Автоматическая сварка осуществляет стыковое соединение металла в режиме самостоятельного действия инвертора, здесь сварщик контролирует процесс после настройки оборудования.
- При газовой сварке формирование сварного шва происходит за счет высокой температуры, горящей газовой смеси.
- С помощью паяльника существует возможность создавать паяные швы.
Профиль сварочного шва
Если разрезать стыковое соединение, то легко определить характер шва по его виду:
- Вогнутый шов является ослабленным, поэтому применяется в основном для сварки тонких элементов, для конструкций с небольшой динамической нагрузкой.
- Выпуклые швы считаются усиленными, поэтому находят широкое применение в конструкциях с большой статической нагрузкой, создание такого шва требует увеличенного расхода электродов.

- Нормальные швы используются при динамических нагрузках, в этом случае не существует особого перепада между основным металлом и высотой шва.

Еще одним значительным фактором получения качественного соединения двух металлов является протяженность сварного шва. Расчет стыковых соединений происходит с учетом вида и длины сварного шва.
По протяженности швы соединения классифицируются как сплошные или прерывистые:
Сплошные сварочные швы не имеют свободных от сварки промежутков по всей длине соединения двух металлических поверхностей. Такой вид сварки позволяет получить наиболее качественное и прочное соединение любых конструкций. Недостатком непрерывного ведения электродом является большой расход материала и медленное выполнение работы.
Прерывистый способ применяется в случае, когда не требуется создания особо прочного соединения. Такие швы чаще всего делают определенной длины со строгим синхронным интервалом. Сварка прерывистым методом может вестись в шахматном порядке или цепной дорожкой.
Меры безопасности при сварке
Сварочный процесс сопровождается рядом факторов, способных повлиять на безопасность здоровья человека. Основными поражающими факторами считается наличие излучения, поражающего зрение, пагубное действие выделяемого газа, а также воздействие расплавленного металла.
Поэтому на всех современных предприятиях особое внимание уделяется защитному обмундированию сварщика:
- брезентовый костюм;
- сапоги или ботинки с закрытыми шнурками;
- маска сварщика или защитные очки;
- респиратор, защищающий органы дыхания;
- брезентовые рукавицы.
Все вещи должны быть чистыми, без пятен маслянистой жидкости.
Начинающему сварщику для приобретения навыков проведения сварочных работ лучше начинать с простых изделий, так как от качественного соединения зависит надежность и прочность любой металлической конструкции. Правильное выполнение технологического процесса сварочных работ является основным залогом качественной работы.
fb.ru
Ручная дуговая сварка стыковых швов – Осварке.Нет
Ручную дуговую сварку стыковых швов без скоса кромок выполняют односторонним швом. Электрод выбирают равным толщине металла, если его толщина не превышает 4 мм. Тонколистовой металл толщиной до 1-2 мм сваривают на медной или стальной подкладке, чтобы избежать прожогов.
Листы без скоса кромок толщиной 4-8 мм сваривают двусторонним швом.
Однослойные и однопроходные швы с V-образным скосом кромок для деталей толщиной 4-8 мм выполняют с колебательными движениями. Дугу зажигают с края кромки и постепенно перемещают в низ к корню шва. На кромках движение замедляют, чтобы лучше проварить их. Во время перехода с одной кромки на другую движение ускоряют чтобы не прожечь металл (для толщины 4 мм). Сварку деталей толщиной 8 мм можно выполнять без ускорения в корне шва.
Сварка толстостенных конструкций
Для сварки толстостенных конструкций более 8 мм используют однослойную, многослойную и многопроходную сварку с V-образным, X-образным, U-образным скосом кромок (рис. 1).
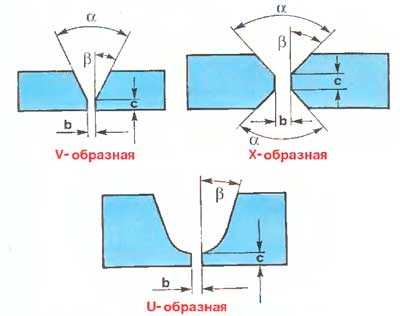
Большой угол скоса кромок (80-90°) более удобный для сварщика, уменьшает вероятность непровара, но увеличивается объем наплавленного металла, деформации и падает производительность. Нормальным считается угол 60°. Его можно увеличить до 65° для сварки тонких листов и уменьшают до 55° для листов более 15 мм.
Зазор между кромками должен быть 1,5-4,0 мм в зависимости от толщины листов, режимов сварки и конструкции изделия
Выбор многопроходного или многослойного шва зависит от типа соединения, толщины металла и его химического состава. Многослойный шов выполняется быстрее многопроходного. После наложения каждого следующего необходимо очистить от шлака предыдущий. Многопроходный шов следует выполнять тонкими валиками без колебательных движений.

Каждый слой многослойного шва в разрезе больше за предыдущий, поэтому многослойная сварка более производительная. Многослойный шов чаще используют для сварки стыковых соединений. Преимущества многослойного выполнения шва над многопроходным:
- объем сварной ванны уменьшается, а значит скорость охлаждения увеличивается и формируются более мелкие зерна металла;
- каждый слой выполняет функцию термической обработки для предыдущего и околошовная зона имеет большую пластичность с мелкозернистой структурой.
Каждый слой должен быть толщиной не более 4-5 мм и не меньше 2 мм чтобы металл прогрелся и отжогся. Сварка металла толщиной 12 мм с X-образным скосом кромок требует наложения 4-6 слоев, а металл толщиной 40 мм — 10-16 слоев. Соединения с X-образной формой имеет следующие преимущества над V-образным:
- повышения продуктивности за счет уменьшения количества наплавленного металла;
- меньше деформаций;
- непровар корня шва находится по середине соединения двух деталей, поэтому менее опасен.
Стыковые швы толщиной более 20 мм следует сваривать с U-образным скосом кромок. Это дает возможность использовать электроды большого диаметра, обеспечивает надежный провар и равномерную усадку металла шва.
Швы рекомендуется выполнять по очереди с разных сторон чтобы избежать коробления деталей.
Сварка декоративного и подварного шва
Сварка ответственных конструкций должна выполняться с заваркой корня шва с обратной стороны. Для этого изделие переворачивают и зубылом, резцом или фрезой делают канавку шириной 8-10 мм и глубиной 3-4 мм. Канавку заваривают электродом диаметром 3 мм в один проход с незначительным усилением на силе тока 100 A.
Последними проходами делается усиление на 2-3 мм от поверхности металла. Последний (декоративный) шов выполняется электродом 5-6 мм. Толщина слоя должна быть 1-2 мм, сила тока 200-300 A.
Сварка стыковых соединений на подкладках
Прочность сварного соединения обеспечивает хороший провар кромок, корня шва, отсутствие дефектов несплошности, плавный переход шва к основному металлу.
Наибольшее внимание следует уделять корню шва. Даже маленькая несплошность в этой части шва может привести к разрушению. Для избежания разрушения шва используют двусторонние швы с промежуточным струганием для удаления корневой части первого шва или сварку на подкладках.
Сегодня существует большое количество подкладок изготовленных из разных материалов:
- стальные;
- медные;
- графитовые;
- флюсо-керамические;
- на латексной основе;
- стеклянные.
Подкладки размещают со стороны корня шва симметрично кромкам.
osvarke.net
типы стыков, способы и техника нанесения
Сварка – один из основных методов скрепления двух элементов, а сварочные швы – зоны, соединяющие две металлические заготовки между собой. Получаются такие спайки в ходе расплавления и последующего остывания стали.
Хороший сварщик должен знать виды сварных соединений и уметь наносить все разновидности швов. Без этих навыков невозможно изготовить качественную и долговечную конструкцию.
 Сварочные швы
Сварочные швыТипы стыков
Сварные швы делятся на 5 вариаций:
- нахлёсточные;
- параллельные;
- стыковые;
- угловые;
- т – образные.
Сварочные швы и их разновидности
Нахлёсточные часто используют для создания резервуаров цилиндрической формы, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы накладываются внахлёст, но полностью не перекрываются. В итоге получается структура, которая похожа на ступеньку. С торцевых сторон деталей наносятся сварочные швы.
Параллельные способы нанесения применяют для увеличения прочности структуры. Оба составляющих плотно прикладываются друг к другу и скрепляются сваркой со стороны рёбер. Данным приёмом можно укрепить конструкции, на наружность которых будет приходиться сильное механическое воздействие. Однако такую технологию запрещено использовать в ремонте движущихся механизмов.

Угловой шов
Стыковая версия является самой популярной. Свариваемые части должны находиться в одинаковой плоскости, одна напротив другой. Такой стык используется для скрепления водопроводных труб, дымоходов, хранилищ или стальных колонн. Также эту систему эксплуатируют в машиностроении, при изготовлении воздушного и водного транспорта, на военных заводах. Да, и создание подобной «склейки» требует минимум средств и времени.
Угловые виды сварных швов хорошо применимы для скрепления нескольких заготовок, которые необходимо расположить под прямым углом. Заготовка делается следующим образом: под углом 90° устанавливаются детали (в виде символа «Г»), а в месте примыкания краёв накладывается сварной шов. Эта сварка распространена как в промышленности, так и в частном хозяйстве. А с её помощью можно изготовить прочные опоры или котлы.

Тавровый шов
Т – образный или тавровый сварной шов не похож на другие, поскольку готовая часть будет выглядеть как буква «Т». Неопытному человеку будет трудно создать подобное, поскольку в процессе важно учитывать ограничения, относящиеся к удержанию электрода (рекомендуется придерживаться угла в 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а сваренные тавровым методом элементы могут выйти с дефектами.
Техника работы
Движение стержня по сплошной линии будет недостаточно для хорошей сварки, и чтобы стать мастером своего дела, нужно понять технику использования аппарата. Главные особенности технологии – постоянный контроль зазора между составляющими. Если расстояние будет слишком маленьким, то сталь плохо прогреется, что негативно отразиться на его крепости. Следует контролировать и скорость ведения штатива, и основную процедуру спайки. Главное, чтобы расплавленный металл равномерно распределялся по канавке.
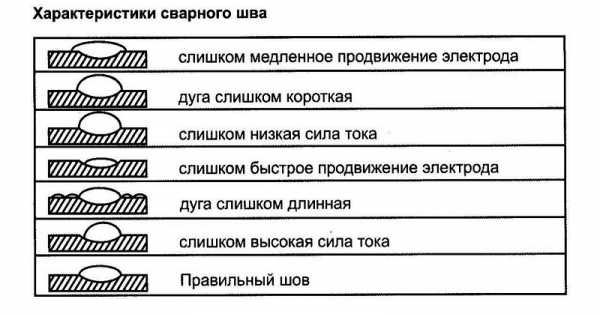
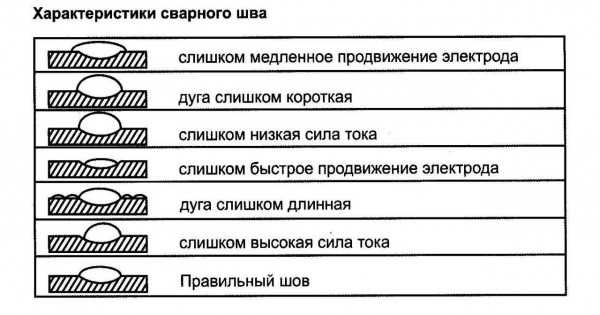
Характеристики сварного шва
Как правильно накладывать шов:
- Варить круговыми или зигзагообразными движениями. Траектория должна сохранятся на протяжении всей спайки.
- Держать ручку под правильным углом. Чем острее наклон, тем меньше глубина пропарки.
- Контролировать темп передвижения электрода. Тут всё зависит от напряжения аппарата. Большой ток позволяет двигать держатель с большей скоростью, а швы в итоге будут более тонкими.
- Грамотно выбрать слои спайки. В стыковых местах можно сделать несколько рядов, однако, этой методикой чаще изготавливают тавровый сварной шов.
Учёт этих правил поможет достичь желаемого результата, и специалист безошибочно произведёт любые виды сварочных швов.
Способы нанесения
К методам нанесения относятся:
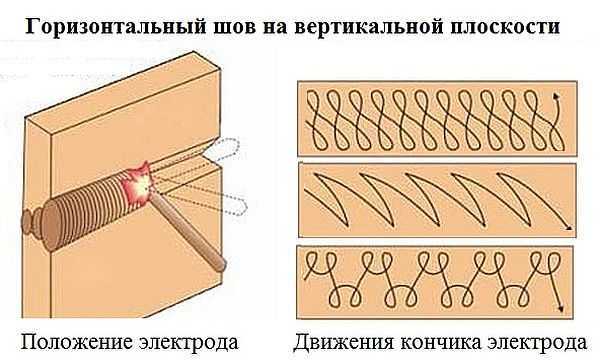
- Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону. Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
- Вертикальный тип. Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
- Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.
Типизация сварочных швов по способу нанесения
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Виды сварочных швов — горизонтальные — вертикальные
СодержаниеСварочный шов — линия расплавленного металла на кромках двух стыкующихся конструкций, возникающая в результате воздействия на сталь электрической дуги. Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов также возникает при сварке полипропиленовых труб паяльником.
Сварной шов
В данной статье рассмотрены виды сварочных швов и технология их выполнения. Мы изучим вертикальные, горизонтальные и потолочные швы, а также узнаем, как выполняется их зачистка и проверках на предмет дефектов.
Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
Читайте также: «Устройство и разновидности зубодолбежных станков».
к меню ↑
Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.
Способы разделки швов
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.
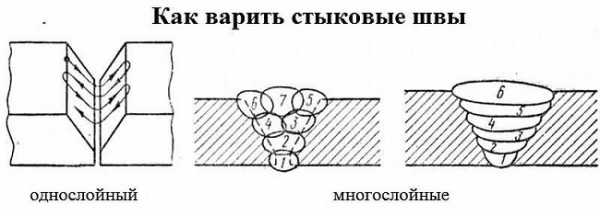
Многослойные швы
Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении.
к меню ↑
Соединение внахлест
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.
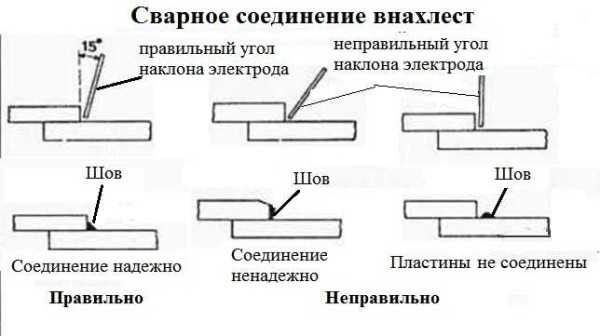
Соединение внахлест
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.
к меню ↑
Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.
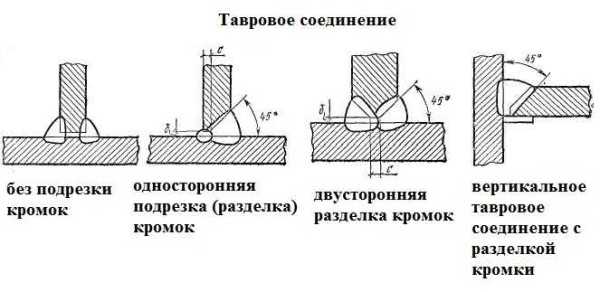
Тавровое соединение
Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
В помощь: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные
к меню ↑
Разновидности швов по пространственному положению
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которому они бывают:
- вертикальные;
- горизонтальные;
- потолочные.
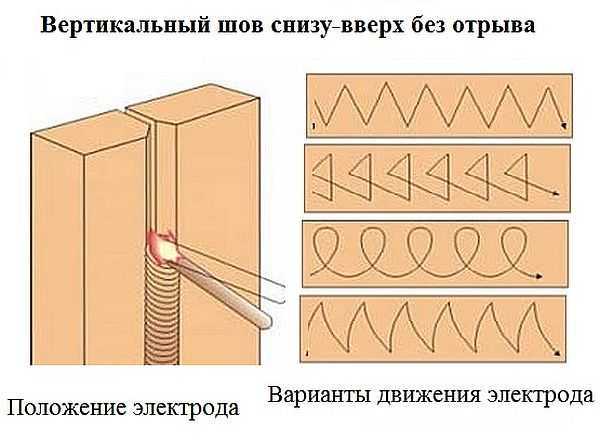
Вертикальный шов снизу-вверх
Проблемой выполнения вертикальных швов является сползание расплавленного металла вниз, что происходит из-за силы тяжести. Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу. Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.

Шов сверху-вниз
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Сварка вертикального шва может выполняться как сверху-вниз, так и снизу-вверх, в плане удобства работы последний вариант предпочтителен. Электрод необходимо удерживать перпендикулярно по отношению к соединяемым деталям, допустимо опирать его на кромки сварного кратера. Движение электрода выбирается исходя из требуемой толщины шва, наиболее прочный стык достигается при поперечном смещении электрода из стороны в сторону и при петлеобразном колебании.
Горизонтальный шов
На вертикальных плоскостях швы горизонтального типа выводятся слева-направо либо справа-налево. Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 900. Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Скорость движения электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего торца предыдущего валика. Особое внимание тут необходимо уделить верхней кромке, наиболее подверженной образованию различных дефектов. До начала сварки последнего валика нужно обязательно очистить сформированный шов от шлака и нагара.
Наиболее трудными в исполнении являются потолочные швы. Поскольку в таком пространственном положении расплавленная ванна удерживается исключительно поверхностным натяжением металла, сам шов необходимо делать максимально узким. Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
При прокладывании шва электрод необходимо удерживать под углом от 90 до 1300 к соединяемым плоскостям. Валик формируется колебательными движениями электрода от кромки до кромки, при этом в крайнем боком положении электрод задерживается, что позволяет избежать подрезов. Отметим, что сварщикам без опыта за потолочные швы браться не рекомендуется.
В помощь: ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
к меню ↑
Технология сварки потолочных швов (видео)
к меню ↑
Зачистка и контроль дефектов
После формирования шва на поверхности соединенных деталей остается шлак, капли расплавленной стали и окалины, при этом сам шов может иметь выпуклую форму и выступать над плоскостью металла. Устранить данные недочеты позволяет зачистка, которая осуществляется поэтапно.
Первоначально посредством молотка и зубила нужно удалить окалину и шлак, далее с помощью болгарки, укомплектованной абразивным диском, либо шлифовальной машинки, выравниваются соединенные плоскости. Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Разновидности дефектов
Дефекты сварного шва, часто встречающиеся у неопытных специалистов, как правило являются следствием неравномерного движения электрода либо неправильно выбранной силы и величины тока. Некоторые дефекты являются критичными, некоторые можно исправить — в любом случае контроль шва на предмет их наличия является обязательным.
Рассмотрим, какие дефекты бывают и как выполняется их проверка:
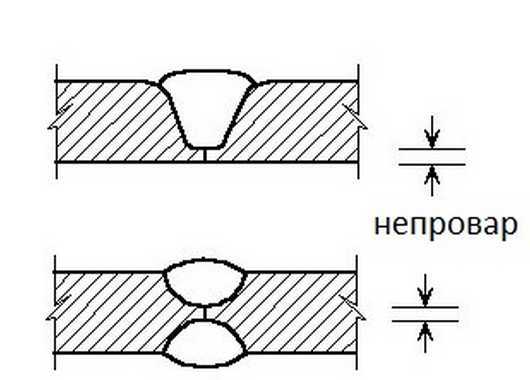
- Непровар — недостаточное заполнение стыка расплавленным металлом, значительно снижает прочность соединения. Причины: слабый ток, чрезмерная скорость перемещения электрода. После корректировки тока и снижения длины дуги дефект устраняется.
Непровар
- Подрез — наличие расположенной вдоль шва канавки. Причина — чрезмерно длинная дуга, из-за которой шов получается максимально широким, но при этом металл не прогревается из-за недостаточной температуры и быстро отвердевает по краям. Проблема лечится уменьшением дуги либо увеличением силы тока.
Подрез
- Прожог — наличие сквозного отверстия на стыке. Причины — большая сила тока, низкая скорость перемещения электрода, чрезмерный зазор между торцами деталей. Дефект устраняется подбором правильного режима сварки.
Прожог
- Наличие на шве пор, хаотично разбросанных по всей длине стыка. Такие дефекты образуются при сварке в среде защитных газов из-за наличие сквозняка, сдувающего газовое облако с рабочей зоны, либо при недостаточной очистке металла от ржавчины.
Поры



Также могут образовываться дефекты в виде трещин, которые появляются на стадии остывания металла. Трещины бывают двух конфигураций — направленные поперек либо вдоль шва. В зависимости от времени образования трещины классифицируются на горячие и холодные, последние появляются после отвердевания стыка из-за чрезмерных нагрузок, которые конкретный тип шва не может выдержать.
В помощь: ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением
Холодные трещины являются критическим дефектом, который может привести к полному разрушению соединения. В случае их образования необходимо выполнить повторную сварку поврежденных мест, если их слишком много — шов нужно срезать и сделать заново.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru