Сварочные работы- обучение сварке, основы сварочного дела

Как стать опытным сварщиком или сварочные работы для начинающих
Иногда возникают ситуации, когда нужно что то приварить в гараже, доме или на даче. Постоянно искать сварщиков и к тому же постоянно платить им за услуги не очень удобно, так как стоимость сварочного аппарата относительно не большая и выполнение сварочных работ не является столь сложным делом, как кажется.
Прежде всего необходимо узнать как правильно производить сварочные работы: первым делом нужно купить сварочный аппарат, желательно с плавным регулированием тока, что даст возможность регулировать нужную силу тока для конкретной сварки, в зависимости от объема свариваемых деталей и диаметров электродов.
Также нужен сварочный щиток или защитная маска. Желательно купить брезентовые брюки, куртку, перчатки, которые будут защищать от искр.
Выполняя сварочные работы своими руками не нужно забывать о технике безопасности, согласно которой нужно расчистить рабочий участок в радиусе 1 метра, убрать все горючие материалы, приготовить ведро с водой, установить сварочный аппарат в таком месте, где будет постоянный приток воздуха, можно усилить охлаждение, установив дополнительный вентилятор, следить за чтобы никакие влажные пары и пыль не достали до прибора.
Электроды желательно покупать диаметром 2,5-3 мм, большего диаметра электроды будут давать значительную нагрузку на электросеть. Выполнение сварочных работ требует упорства, поэтому следует купить побольше электродов и запастись терпением.
Приступая к работе первым делом нужно прикрепить «массу» с свариваемой детали, прикрепить электрод в держатель, выставить на сварочном аппарате ток, что соответствует диаметру электрода.
Выставив электрод под углом 65-70 градусов медленно провести по металлу. После прикосновения стоит на несколько миллиметров приподнять электрод, создавая дугу, которая плавит и сваривает металл. Нужно хорошенько потренироваться чтобы держать нужное расстояние. Далее нужно вести электрод по горизонтали создавая сварной шов.
Существует легкий способ создания шва – это рисовать восьмерку, начиная снизу вверх. Для удобства можно “прихватить” свариваемую деталь в нескольких местах и потом доваривать весь стык, начиная снизу вверх, вырисовывая цифру восемь, не забывая сбивать шлак специальным молотком сварщика. После чего следует просмотреть шов на наличие пробелов, которые нужно проварить еще раз. Если электрод прилип к детали нужно его оторвать качая с стороны в сторону, прилипание означает что на сварочном аппарате выставлена слабая сила тока.
Немного поработав со сварочным аппаратом становится ясно, что сварочные работы своими руками это вполне реально и удобно.
kovka-svarka.net
Основы сварочного дела :: Книги по металлургии
Дуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги. Дуговая сварка классифицируется по следующим основным признакам: по виду электрода (плавящимся или неплавящимся электродом), по виду дуги (свободной или сжатой дугой), по характеру воздействия дуги на основной металл (дугой прямого или косвенного действия, трехфазной дугой). Плавящиеся электроды подразделяются на штучные, проволочные и ленточные. Они применяются как сплошного сечения, так и порошковые. Неплавящиеся электроды применяются: вольфрамовые, угольные и графитовые.
Свариваемость определяют двумя основными методами, разработанными МВТУ им. Баумана (валиковая проба) и Кировским (г. Ленинград) заводом.
Кристаллизация металла сварочной ванны
В процессе сварки по мере перемещения дуги вслед ей перемещается сварочная ванна. При этом в задней части ванны расплавленный металл охлаждается и, затвердевая, образует сварной шов.
Кристаллизация металла сварочной ванны начинается у границы с не-расплавившимся основным металлом в зоне сплавления. Различают кристаллизацию первичную и вторичную. Первичной кристаллизацией называют процесс перехода металлов и сплавов из расплавленного (жидкого) состояния в твердое. Структура металлов, не имеющих аллотропических превращений, определяется только первичной кристаллизацией. Металлы и сплавы, имеющие аллотропические формы или модификации, после первичной кристаллизации при дальнейшем охлаждении претерпевают вторичную кристаллизацию в твердом состоянии — переход из одной аллотропической формы в другую (фазовые превращения). Первичная кристаллизация металла сварочной ванны протекает периодически, так как периодически ухудшается теплообмен, периодически выделяется скрытая теплота кристаллизации. Это приводит к слоистому строению металла шва, к появлению ликвации, как зональной, так и дендритной.§ 12. Сварочная проволока
Для заполнения шва в зону дуги вводят присадочный металл в виде прутка или проволоки. При ручной дуговой сварке применяют плавящиеся электроды в виде прутков или стержней с покрытием. При механизированной сварке используют электрод в виде проволоки, намотанной на кассету.
Стальная холоднотянутая проволока, идущая на изготовление электродов или применяемая как сварочная проволока, изготовляется по ГОСТ 2246 — 70 следующих диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; ‘1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм. Проволока поставляется в мотках (бухтах) из одного отреза. Проволока первых семи диаметров
предназначена в основном для полуавтоматической и автоматической сварки в защитном газе. Для автоматической и полуавтоматической сварки под флюсом применяют проволоку диаметром 2…6 мм. Проволока диаметром 1,6… 12,0 мм идет на изготовление стержней электродов. Поверхность проволоки должна быть гладкой, чистой, без окалины, ржавчины, грязи и масла.По химическому составу ГОСТ 2246—70 устанавливает три основные группы марок сварочной проволоки: низкоуглеродистые (6 марок) с содержанием углерода не более 0,12%, предназначенные для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
установка для сварки кольцевых швов (рис. 62,в). Сварочная головка закреплена неподвижно, а изготовляемое изделие вращается на роликовом стенде;
установка для сварки как прямолинейных, так и кольцевых швов (рис. 62, г). Автоматическая головка может перемещаться вдоль свариваемого изделия. Кроме того, в фиксированном положении она может выполнять кольцевые швы. Для этого изделие вращают с помощью механического привода или электропривода. Такая установка позволяет сваривать продольные и кольцевые швы только с наружной стороны.
Успешно применяется сварка продольных и кольцевых швов снаружи и изнутри сварочным трактором. При сварке продольных швов сварочный трактор двигается по самому изделию вдоль шва. При сварке кольцевых швов трактор перемещается по обечайке со скоростью, равной скорости ее вращения, но в противоположную сторону. Таким образом, сварочный трактор остается на месте, а свариваемый шов подается под трактор.
§ 21. Технология сварки
Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, свариваемых автоматической и полуавтоматической сваркой под флюсом, установлены ГОСТ 8713—79. В зависимости от толщины свариваемого металла и способа сварки ГОСТ устанавливает формы разделки кромок для каждого вида соединения. Требования к подготовке кромок и сборке изделия под сварку более высокие, чем при ручной сварке. Эти требования вытекают из условий автоматической сварки. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в разделке кромок и сборке изделия. Разделку кромок производят машинной кислородной или плазменно-дуговой резкой, а также на металлорежущих станках.
Свариваемые кромки перед сборкой должны быть тщательно очищены от ржавчины, грязи, масла, влаги и шлаков. Это особенно важно при больших скоростях сварки, когда различные загрязнения, попадая в зону дуги, приводят к образованию пор, раковин и неметаллических включений. Очистку кромок производят пескоструйной обработкой или протравливанием и пассивированием. Очистке подвергается поверхность кромок шириной 50 … 60 мм по обе стороны от шва. Перед сваркой детали закрепляют на стендах или иных устройствах с помощью различных приспо-собленний или прихватывают ручной сваркой электродами с качественным покрытием. Прихватки длиной 50… 70 мм располагают на расстоянии не более 400 мм друг от друга, а крайние прихватки — на расстоянии не менее 200 мм от края шва. Прихватки должны быть тщательно очищены от шлака, брызг металла.При сварке продольных швов для ввода электрода в шов и вывода его из шва за пределы изделия по окончании сварки к кромкам приваривают вводные и выводные планки. Форма разделки планок должна соответствовать разделке кромок основного шва.
Режим автоматической сварки: сварочный ток, напряжение дуги, диаметр, угол наклона и скорость подачи электродной проволоки, скорость сварки и основные размеры разделки кромок — выбирают в зависимости от толщины свариваемых кромок, формы разделки и свариваемого металла.
Стыковые швы выполняют с разделкой и без разделки кромок. При этом шов может быть одно- и двусторонним, одно- и многослойным.
Односторонняя стыковая сварка применяется в малоответственных сварных соединениях или в случаях, когда конструкция изделия не позволяет производить двустороннюю сварку шва. Значительный объем расплавленного металла, большая глубина проплавления и некоторый перегрев ванны могут привести к вытеканию металла в зазоры и нарушению
markmet.ru
Сварочное производство на предприятии: особенности и требования
Во многих отраслях необходимы сварочные работы, их можно встретить буквально повсюду: от ремонта инженерных коммуникаций до изготовления космических кораблей. Поэтому старые сварочные предприятия продолжают функционировать и вслед за ними открываются новые заводы. При этом возрастает нехватка грамотных специалистов, выполняющих работу качественно и быстро. К новым сотрудникам предъявляются строгие требования, которые постоянно усложняются.

Но это лишь одна из особенностей, если мы говорим про производство сварочных работ. В данном материале мы расскажем вам все основы сварочного производства и поведаем, какими навыками должен обладать человек, выбравший специальность «сварочное производство». Кто знает, быть может после прочтения вы поймете, куда поступать и кем работать.
Содержание статьи
Организация производства
С организации начинается все. Вы можете нанять профессионалов, закупить качественные материалы, установить передовое сварочное оборудование. Но если работу организовать неправильно, то все достоинства квалифицированных кадров и современной техники не будут иметь никакого смысла. Так что начнем именно с организации.
Итак, сварка может осуществляться на двух типах объектов: это может быть строительно-монтажный или ремонтный объект за пределами цеха, а может быть отдельно стоящий завод. Считается, что работа на заводе более благоприятна. Сотрудники работают в отапливаемых и вентилируемых цехах, в их распоряжении зачастую более технологичное оборудование.

В процессе работы те же сварщики могут сосредоточить свое внимание на качестве получаемого шва, на соблюдении технологии сварки и так далее. В отличие от работников, выполняющих ремонт на улице, которым может мешать неблагоприятная погода, недостаточная технологичность их оборудования и многие другие факторы. Тем не менее, на обоих объектах всегда требуются профессиональные мастера.
Также есть еще одно отличие. Зачастую работникам «на выезде» даются индивидуальные задачи и каждый из них сам отвечает за результат. В лучшем случае к ним приставят прораба или другого руководителя, чтобы тот следил за ходом работ. На заводе все гораздо сложнее.
Во-первых, сварка в пределах цеха более универсальна. В цеху можно выполнить сварку любого уровня сложности, так что при выполнении особо ответственных работ необходима соответствующая организация. Трудятся сварщики первого уровня, главные сварщики, технологи и инженеры. Все они работают по конвейерному типу, т.е. один сотрудник выполняют порученную ему часть работ и передает ее следующему по уровню сотруднику (от сварщика к главному сварщику, от главного сварщика к технологу и так далее).
Как вы понимаете, при такой работе неизбежен человеческий фактор. Также при большом количестве ответственных лиц одно из них может выполнить работу недостаточно качественно, из-за чего пострадает вся производственная цепочка. Здесь могут возникнуть абсолютно любые проблемы. Начиная с того, что сварщики неправильно подобрали режим сварки, заканчивая специалистами по контролю качества, которые не смогли выявить скрытые дефекты и выпустили на рынок бракованное изделие.

Также на производстве помимо самой сварки нужно выполнить ряд других работ. Например, разработать проект производства сварочных работ и в целом составить подробный пакет технической документации. Это требует не только знаний, но и опыта. Такую работу поручают инженерам. Именно они составляют чертежи и технологические карты, подбирают оптимальные режим сварки и комплектующие для выполнения работы. Вся документация утверждается, проверяется другими специалистами и только после этого попадает в руки главному сварщику, который уже раздает указания сварщикам первого уровня.
Читайте также: Читаем обозначения сварочных швов на чертежах
В конечном итоге, организация сварочного производства, разработка документации и прочие этапы должны привести к одному результату — выполнению качественного и долговечного сварного соединения. Да, столько нюансов необходимо соблюсти, чтобы просто выпустить одно изделие.
Техническое оснащение
Основы сварочного производства не заканчиваются на организации. Ведь помимо сотрудников на рабочем месте присутствует еще и оборудование. Базовый комплект состоит из инвертора, трансформатора и выпрямителя. Таким оборудованием должно комплектоваться любое производство, даже самое маленькое.

Подобный набор оборудования обусловлен его универсальностью. С помощью инвертора даже новички смогут правильно зажечь дугу и сформировать шов. С помощью трансформатора профессиональные мастера смогут генерировать любое значение тока. А с помощью выпрямителя можно добиться более качественного соединения.
Если производство более-менее крупное, то в распоряжении сварщиков будут более технологичные аппараты. Они могут обладать особыми функциями или вовсе выполнять всю работу, практически не требуя присутствия человека. Такой процесс называется автоматизацией. Давайте остановимся на этом подробнее.
Механизация и автоматизация сварочного производства — необходимая мера, если завод намерен стабильно выпускать большое количество продукции. За счет технологического прогресса мы получили возможность изготавливать современные «умные» сварочные аппараты, упрощающие ручной труд сварщика. Простейший пример автоматизации — полуавтоматический сварочный аппарат, подающий проволоку в сварочную зону с помощью специального механизма, вместо того, чтобы подавать ее вручную.
Не забывайте, что оборудование и технология сварочного производства всегда взаимосвязаны. И если на предприятии планируют использовать современные технологии сварки, то и оборудование должно быть соответствующим. В последние годы механизация сварочного производства достигла невероятных высот. На заводах все чаще встречаются полностью роботизированные сварочные аппараты, работающие по заданной заранее программе. Такие роботы вообще не требуют присутствия сварщика на рабочем месте.
Требования к работникам
Не нужно забывать и о работниках. Ведь именно от их профессионализма зависит конечный результат.
Начнем со сварщиков. Это первый уровень сварочного производства. На производстве их может быть от двух человек до бесконечности. При этом у каждого сварщика есть свой разряд и специальное удостоверение, в котором указано, к какому типу работ может быть допущен тот или иной сварщик. Обычно, сварщикам самого низкого разряда доверяют выполнение простейших операций, не требующих большого опыта и особых навыков.
Далее идут главные сварщики. Они почти не занимаются сваркой, скорее контролируют работу сварочной бригады, состоящей из сварщиков первого уровня. Главные сварщики раздают указания касаемо необходимых объемов работ, проводят инструктажи и так далее. Это второй уровень сварочного производства.
За ними идет техник или технолог. Он относится к третьему уровню. Техник сварочного производства следит за всем сварочным процессом, контролирует всех сварщиков и отвечает за контроль качества сварных соединений.
На последнем четвертом уровне находятся инженеры. От них зависит вообще все. Если инженер допустит ошибку, то она «аукнется» на всех остальных уровнях и приведет к браку. Инженеры составляют всю документацию и решают, как будет производиться сварка. Именно здесь на сварочное производство высшее образование является просто необходимостью.
Все сотрудники, от сварщиков до инженеров, должны раз в несколько лет сдавать специальный экзамен от НАКС. Также рекомендуется проходить постоянные курсы повышения квалификации, чтобы не пропустить появление новой технологии сварки.
Вместо заключения
Сварочное производство — сложный процесс, состоящий из множества людей и этапов. Именно по этой причине важно знать и понимать нюансы работы каждого сотрудника, чтобы избежать ошибок. Желаем удачи в работе!
svarkaed.ru
курсы по обучению дуговой и точечной сварке аргоном, специализация, особенности программы
Работа сварщика на опасном объекте требует соответствующей подготовки и наличия допуска к проведению сварочных
Аттестационные мероприятия, проводимые в отношении сварщиков и специалистов сварочного производства, должны быть тщательно регламентированы,
Работа электросварщиков является высокотехнологичной, что требует обязательного использования различных нормативных документов. Одним из таковых
Осуществление различного рода работ на опасных производственных объектах должно регулироваться с помощью специально принятых
НАКС – центральный руководящий орган федеральной системы аттестации осуществляемого сварочного производства. Данный орган –
Аттестация технологии сварки – это комплекс действий, которые должна выполнить организация, осуществляющая любые сварочные
elsvarkin.ru
Сварка для начинающих: правила и основные моменты
Сварочные работы являются популярным ремеслом в сфере промышленности. Сложно представить данную область, где не требовались бы услуги сварщика. Сварка для начинающих, в первую очередь, должна начинаться с техники безопасности. Для этого следует запастись несколькими комплектами защитных костюмов: летним и зимним. Далее, чтобы стать настоящим профессионалом в данном деле, следует полностью освоить сварочный аппарат и особенности работы на нем.

Основные правила опытного сварщика
Прежде чем приступить к сварочным работам, необходимо удостовериться, что все нижеперечисленны
Сварщик должен владеть техникой сварочного процесса, который включает в себя подготовку свариваемых частей и обработку торцевых краев, а также уметь определить качественный шов от некачественного.
Сварщик обязан знать правила сварочных действий при работе с электродуговой сваркой, уметь выставить оптимальный рабочий режим в процессе использования разного рода металлоконструкц
ий, и подобрать соответствующий силовой импульс. Сварка для новичков может вызвать трудности в работе с использованием газового инвертора, которые заключаются в том, что в момент спайки неверно выставленный режим может негативно сказаться на качестве свариваемых деталей.
Поэтому особенно важным на первых этапах является грамотный подход к выбору сварочной скорости.
Основы электросварки
Первым делом, чтобы освоить технику сварочного дела, необходимо приобрести инвертор и несколько марок электродов. Для сварки ручным способом потребуется приобрести электроды размером 3 мм. Для самостоятельного освоения навыков они наиболее пригодны, так как тонкие предназначены для тонкостенных металлов, соединение которых подвластно только квалифицированны
Электросварка самостоятельно
Ручная дуговая спайка для новичков — дело нелегкое, но вполне допустимое. Чтобы освоить информацию, как сваривать металлические изделия, стоит взять в качестве тренировочного материала небольшой отрезок металлического листа. Также при тренировках потребуется ведро воды на случай внезапного возгорания. Запрещено проводить работы на деревянных поверхностях, так как небольшой осколок стержня может спровоцировать возгорание.
Перед началом работы закрепите провод заземления к заготовке. Провод должен иметь надежное изолирование и крепко крепиться в держателе аппарата.
Далее выставляются показатели силового импульса на панели инвертора. Значения должны соответствовать размерам электродов.
Далее можно приступить к розжигу дуги. Для этого электрод устанавливается под наклоном в 60С в соответствии с исходным изделием.
Не спеша проведите по верхушке электрода. После искры дотроньтесь электродом к частям заготовки и подымите горелку на высоту 5 мм. Если процесс начался верно, дуга разгорится.
Расстояние должно соблюдаться на протяжении всего рабочего процесса, пока электрод не выгорит до конца. В ходе передвижения по участку деталей может произойти залипание электрода, в таком случае его нужно сдвинуть в сторону. Если дуга в 3 мм не подала искры, стоит прибавить силовой импульс на инвертор. Потребуется старательность для того, чтобы получить стойкую дугу в 5 мм, проходимую между двумя соединительными частями и краями электрода.
Если процесс идет гладко, стоит перейти к дальнейшим действиям наплавления валика. Для этого разжигается дуга и медленно передвигается электродный стержень по вертикали, совершая движущие направления в обе стороны. Металл в жидком состоянии сдвигайте в центр соединительной зоны, замещая пространство. По завершению должен получиться равномерный шов с наличием небольших пузырьков из наплавки металла.
Процесс сварочного действия
Для получения электродуги с дальнейшим ее удержанием на поверхности заготовки, от горелки инвертора подается сварочный импульс постоянного и переменного действия. При подаче постоянного тока к заготовке проводится ручная сварка с положительной полярностью. Если подается переменный импульс, проводится сварка, именуемая отрицательной полярностью.
Под силовым давлением на металл он плавится в равной степени с электродом, постепенно заполняя все деформируемые участки. Электродный шлак, стекающий обратно в ванну, в ходе процесса соединяется с исходным металлом, при этом плавленые отходы выступают на лицевой участок.
Правила выполнения работ
Главное правило в сварке — равномерное перемещение электродуги. Если дуга имеет длину, не соответствующую технологии, это может вызвать появление на свариваемом участке азота и окиси, что приведет к пористости шва.
Перемещение дуги должно осуществляться вертикально электродной оси. Это поможет сохранить необходимое расстояние передвижения по соединительному участку. При этом главным является поддержание синхронного плавления электрода с дальнейшим перемещением к сварочной ванне. В совокупности все передвижения накладывают опечаток друг на друга, образуя сложное строение воздействия электрода на зону соединения.
Угол направления электродуги должен быть подобран с учетом проплавки торцевых краев исходного элемента. Также действие должно состоять из образования наплавки металла с переходом в заданную форму стыков.
Похожие статьиgoodsvarka.ru
Сварочное оборудование — что это такое, виды оборудования для сварки, где применяется, различные вопросы использования
Главная страница » Сварочное оборудование
Если вас интересуют различные модели сварочных аппаратов, то переходите в раздел «Сварочные аппараты».
Здесь же узнавайте, какое бывает сварочное оборудование, а также найдите некоторые технические характеристики, по которым оно подбирается.
Сварочное оборудование — что это такое, виды, особенности
Без сварочного процесса невозможно представить себе ни одну строительную площадку, промышленное производство или решение каких либо бытовых вопросов, и поэтому нет ничего удивительного в том, что сварочное оборудование обладает постоянным спросом. Сегодня в арсенале сварщиков находится множество способов и методов сварки: с использованием электродных или графитовых стержней с отличными проводящими свойствами, с применением специальных сварочных проволок, а также на основе газовых, плазменных, лазерных и других технологий.

Виды сварочного оборудования
- Электродуговая сварка. Один из способов соединения деталей электрической дугой при помощи сварочного трансформатора или инвертора. Температура дуги достигает значений более 5000 градусов – это выше температуры плавления любого известного металла. (Есть даже инверторные сварочные аппараты с пускозарядным устройством.)
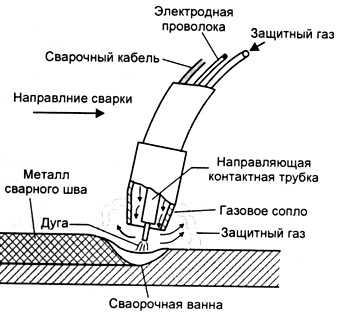
 Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.
Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.- Ручная дуговая сварка (mma). Осуществление сварочного процесса при помощи покрытого металлического электрода. Ручное дуговое сваривание относится к наиболее старому и универсальному методу дуговой сварки. Узнать больше об аппаратах mma сварки.
- Сваривание под флюсом. Оборудование по данной технологии работает по методу сваривания электрической дугой. Образующаяся между деталью и бесконечным электродом дуга, не видна, так как она вместе с ванной расплавленного металла находится под слоем зернистого флюса. Шлак из расплавленного флюса осуществляет защиту зоны сваривания от влияния атмосферы.
 Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.
Полуавтоматическая сварка. Процесс сваривания, при котором электрод в виде сварочной проволоки подается непрерывно в место сварки с выбранной скоростью, куда также поступает активный или инертный газ для защиты расплава металла от негативного воздействия воздушной среды. Подробнее про полуавтоматы здесь.- Газопламенная сварка. Оборудование газопламенной сварки обеспечивает плавление основного металла и присадочного материала в открытом пламени горелки. Постоянная работа такой горелки обеспечивается подачей одного или смеси горючих газов (жидкости) в смеси с кислородом.
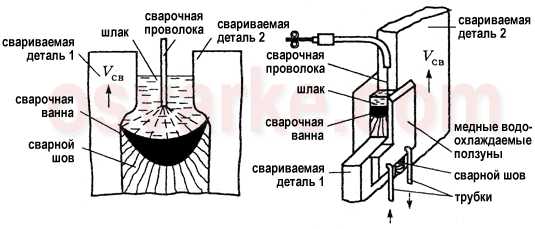
- Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
- Термитная сварка. Технология термитной сварки обеспечивается порошкообразной смесью магния или алюминия при соединении с окалиной железа. В процессе реакции алюминий восстанавливает железо с окалины с выделением огромного количества тепла.
 Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
Электрошлаковая сварка. В основе работы оборудования электрошлаковой сварки лежит принцип проводимости расплавленного шлака, в объеме которого выделяется теплота при прохождении сварочного тока. Электрод с основным металлом связан через расплавленный шлак электрически. Благодаря выделяющейся в шлаковой ванне теплоты, температура поднимается выше плавления металлов. В результате кромки основного металла с электродом оплавляются и стекают на дно расплава с образованием ванны расплавленного металла.
- Аргонодуговая сварка (TIG). Осуществляется в среде аргона – инертного газа. Может проводиться посредством плавящегося или неплавящегося электрода (применяется обычно вольфрамовый электрод).
- Плазменная сварка. В таком оборудовании для расплавления металла и присадки используется поток высокотемпературной плазменной дуги. Технология плазменной сварки во многом напоминает аргонодуговую сварку. (Узнать больше)
- Электронно-лучевая сварка. Для осуществления данного вида сварки применяется оборудование, преобразующее кинетическую энергию направленного в зону обработки пучка электронов в тепловую.
- Лазерная сварка. Сущность работы лазерного оборудования заключается в использовании энергии лазерного луча, который можно сконцентрировать и сфокусировать при помощи оптических линз на небольшом участке.
- Контактная сварка (стыковая сварка сопротивлением). Оборудование, которое обеспечивает образование неразъемных соединений металлических изделий методом нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением.
- Точечная сварка. Является разновидностью контактной сварки, методом соединения деталей по отдельным участкам соприкосновения, ограниченным площадью рабочих торцов электродов, которые передают усилие сжатия и подводят электрический ток. (Узнать больше)
- Стыковая сварка. Специальное оборудование стыковой сварки используется для соединения деталей из ПВХ, полиэтилена, полибутена по плоскости касания. Детали (фитинги, трубы) между собой при нагревании легко свариваются.
- Стыковая сварка непрерывным оплавлением. Оборудование контактной стыковой сварки обеспечивает эффективную технологию соединения стержней в результате подключения к ним электрического напряжения и при последующем соприкосновении образуют электрическую замкнутую цепь.
- Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления.
- Сварка высокочастотными токами. Особенность оборудования сварки высокочастотными токами заключается в обеспечении значительного концентриривания электромагнитной энергии в поверхностных слоях нагреваемого изделия и выделении тепловой энергии в массе обрабатываемого металла вследствие эффекта близости и поверхностного эффекта.
- Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.
 аргонодуговую сварку. (Узнать больше)
аргонодуговую сварку. (Узнать больше) нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением.
нагрева их проходящим электрическим током при пластической деформации усилием сжатия зоны соединения. При контактной сварке решающая роль принадлежит электрическому сопротивлению зоны соединения, что является основанием для второго названия — электрическая стыковая сварка сопротивлением. Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления.
Диффузионная сварка. Оборудование диффузионной сварки обеспечивает соединение деталей за счет сдавливания и нагрева соединяемых деталей без расплавления основного металла. Сваривание происходит в результате пластического деформирования имеющихся микронеровностей на поверхности свариваемых изделий при температурах ниже значений температуры плавления. Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.
Сварка трением. Процесс сварки трением является разновидностью сварки давлением, нагрев при которой осуществляется трением при перемещении (вращении) какой либо части свариваемого изделия.Однако для выполнения качественного сварочного процесса основного оборудования будет недостаточно, поэтому очень важно правильно подобрать для этого дополнительное оборудование, оснастку и расходные материалы. К ним относятся электроды, щетки для съема шлака, сварочные маски, клеммы заземления, держатели электродов, электрические кабели, проволока, протяжные ролики и горелки и прочие необходимые элементы. От правильно выбранного оборудования, как основного, так и дополнительного, зависит качество сварного соединения и шва.
Страница 1 из 6123456»kovka-svarka.net
Ковка, сварка, кузнечное дело — Информационный портал — оборудование, изделия, работы, обучение
≡ Кованые изделия »
Обработка металла посредством художественной ковки позволяет создавать неограниченный выбор изделий и элементов. Кованые сувениры и подарки требуют особого рассмотрения, так как в данную категорию входит широкий спектр решений. Что это такое Кованые сувениры являются оригинальными, стильными и актуальными подарками, которые придают неординарность и свежесть любому пространству. Яркие по дизайну, декоративные изделия, нередко…
Кованые перегородки
Металл является наиболее оптимальным материалом для создания перегородок. Его надежность и прочность…
Кованые перголы
Кованая пергола представляет собой изысканный декоративный элемент, прекрасно украшающий ландшафтный…
≡ Обучение ковке »
Существует несколько способов обучению кузнечному делу: получить образование в учебном заведении; устроиться учеником кузнеца (можно найти через наш каталог в…

Делюсь личным опытом ковки своими руками в домашних условиях. Ясное дело, что много лишних движений, но это потому, что делал такое изделие впервые, да и домашняя…

Для тех, кто решил учиться ковке самостоятельно, данный ролик поможет сковать крючок для калитки. Наподобие таких крючки могут использоваться и для запирания…

В данном ролике показано, с чего можно начинать учиться ковать в домашних условиях. Простые крючки, например, для одежды, ключей и тому подобного. Для данных…
≡ Кузница »Кнопка стопора болгарки
На оборотистых электрических машинках типа болгарок рабочий инструмент быстро изнашивается. Для облегчения его замены в…
≡ Горн кузнечный » ≡ Горн кузнечный — как сделать »Когда был сделан горн из подручных материалов и были опубликованы фото и видео на следующих страницах- 1,2,3, везде на этих страницах, а также в видео на Ютубе было сказано, что любой…
В данной заметке опишу несколько доработок, которым подверг свой самодельный горн (см. часть 1 и часть 2 с описаниями, фото и видео) сразу, как только начал на нем работать. Также получил…
Если вы в мастерской «работаете с металлом» и занимаетесь не только холодной ковкой, то вам без кузнечного горна никак не обойтись. Его, конечно, можно и купить, но — отпугивают цены….
Вы решили у себя в мастерской построить маленькую кузницу, что бы «легче железо изгибать». Горн решили строить газовый, так как газ в продаже есть, а уголь — еще попробуй найти. Мы…
Здесь продолжение, начало тут — https://kovka-svarka.net/2016/02/kak-izgotovit-gorn-kuznechnyi-perenosnoi/. Итак, вот что было сделано в «предыдущей серии»: основная часть горна, без одной стенки стола. Пробный…
kovka-svarka.net