Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.

Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока


Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.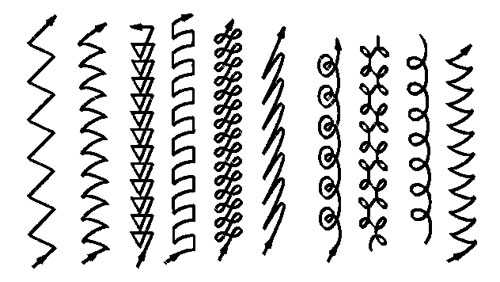
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиgoodsvarka.ru
Сварочные работы видео уроки — смотрим уроки сварки инвертором для начинающих
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; защитная маска; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Перед началом работы надо тщательно очистить обрабатываемую поверхность от загрязнений, ржавчины или масляных пятен. Только так можно рассчитывать, что качественно будут проведены сварочные работы, видео уроки по которым размещены на нашем сайте.

Выбор электродов
Урок сварки инвертором (видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.
Для цветных металлов подбираются соответствующие электроды. А вот дюралюминий и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.

Поджог дуги
Сварка видео уроки учат, что подносить электрод к обрабатываемым деталям надо под углом к поверхности, который составляет 700. Затем стоит несколько раз слегка ударить по поверхности для образования сварочной дуги. После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Дуговой промежуток
Просматривая сварочные работы (видео уроки), особое внимание стоит обратить на то, что дуговой промежуток не должен изменяться. Это самое главное и сложное, чему надо научиться начинающим сварщикам. Дело в том, что во время сварки электрод постепенно уменьшается в размерах, и необходимо его постоянно опускать.
Когда зазор меньше нормы, то основной металл не успевает прогреваться, и сплавление поверхностей будет некачественным. При большом зазоре дугу трудно удерживать на месте и управлять наплавляемым металлом. При сохранении постоянного зазора формируется качественный и аккуратный шов, гарантирующий надёжное соединение деталей.

Формирование шва
Сварка видео уроки показывают, как правильно выполнять круговые или зигзагообразные движения электродом, чтобы сформировать правильный шов. Если двигать ванну поперёк, то при недостатке металла могут оставаться подрезы, представляющие собой небольшие канавки по краям шва, расположенные ниже уровня поверхности. Уроки сварки инвертором (видео) помогут избежать таких ошибок и научат использовать силу дуги для управления ванной. Основная идея состоит в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Обработка шва
После остывания сварочного шва с него аккуратно удаляют окалину при помощи молотка, как показывают видео на нашем сайте.

Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
описание процесса, урок сварки для начинающих, видео инструкция
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс, узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.
То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ очень важно следить, чтобы шов был на уровне металла. Глубоко и интенсивно протекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электродом будут слишком быстрыми, то шов получится дефективным.
Для образования идеального шва можно делать зигзагообразные и круговые движения.
- При движениях в разные стороны следует контролировать образование шва сначала с одного края детали, потом сверху ванны и затем с другого края изделия.
- При круговых движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, нужно знать, что ванна следует за теплом. Когда металла электрода недостаточно, формируется подрез. Чтобы не допустить его появления необходимо тщательно следить за ванной и контролировать наружные границы.
С помощью расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет расположение электрода, тем менее выпуклым будет шов, так как ванна будет хорошо проплавляться, вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен слишком сильно, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, так как сила направляется назад.
Поэтому для того чтобы сдвинуть ванну назад или получить плоский шов, наклоны электрода должны быть под разным углом. Начинать следует с угла в 45 до 90 градусов. С помощью такого угла можно нормально выполнить сварку и получить плоский шов.
Тем, кто задумал обучиться сварочным работам, лучше всего заняться этим с помощью инвертора. Простой в использовании он идеально подойдет для начинающих сварщиков. Однако следует знать, что продаваться могут модели, которые подходят для любительской сварки, а также дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности. Не стоит забывать и о том, что для сварочных работ обязательно нужны средства индивидуальной защиты. На дугу ни в коем случае нельзя смотреть без специальной маски.
Оцените статью: Поделитесь с друзьями!stanok.guru
Уроки сварщика для начинающих видео — novaso
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.

Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки выполняют обратное подключение.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
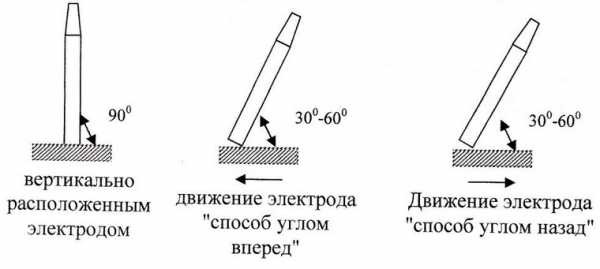
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
electrod.biz
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
Но вот проблема – сварные работы требуют определенной подготовленности.
жно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Однако, не стоит думать, что процесс обучения приемам сварки – простой и быстрый. По большому счету, чтобы научиться качественно варить металл, лучше пройти соответствующие курсы теоретической и практической подготовки, которые могут быть организованы при учебно-производственных центрах или заведениях среднего профессионального образования. Можно попросить поделиться опытом товарища, который владеет этим ремеслом. Если нет – то наверняка придётся испортить немало металлических заготовок и сжечь не одну пачку электродов, пока не «набьется» рука и можно будет сказать себе: «Да, я научился!»
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести необходимое оборудование и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Какие виды электросварки существуют
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс»). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения, газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs» говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.
Сварка по подобной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Полуавтоматическая сварка MIG-MAG (Мetаl Inert Gаs – Metаl Aсtive Gаs ) – одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс сварки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем ММА, но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.
- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности, на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Ручная дуговая сварка ММА – что потребуется для работы?
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сварки
Для проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В, но за счет этого резко возрастает значение силы тока. Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.
Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от трансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.
Однако, недостатки остаются – та же массивность и габаритность, даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать, что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках, где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение. Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 %.
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о чем многие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:
— «НotStаrt» существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce» поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Пксть подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Сварочные провода, держатель электродов, зажим массы
Сварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А, 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка» – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.
Оснащение сварщика
- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем, светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни, исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.
Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.
- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач, железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п.) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Какие электроды использовать?
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42A-УOHИ-13/45—3,0-УД (ГOСТ 9966—75) или E-432(5) – Б 1 0 (ГOСТ 9967—75). О чем могут рассказать цифры и буквы?
- Э42A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов.
- УOHИ-13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и инструментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М», средний – «С» и оченьтолстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа, подходит и для постоянки, и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ», «РЦЖ» — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9». Для переменного тока могут применяться любые, кроме «0». При «постоянке» полярность подключения не будет иметь значения для индексов «1», «4», «7». Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6», и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Подготовка рабочего места
Чтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п.)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Первые практические шаги
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем, не торопясь сразу сваривать какие-либо детали.
К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по поверхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием. В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл, а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2—3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем, какие-либо четкие рекомендации давать сложно.
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот, толкая ее вперед. Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.
- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные. Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20—30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от отверстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.
- Вначале следует научиться накладывать однослойные швы на тонких, 3—4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
stroyday.ru
www.novaso.ru
Сварка для начинающих (видео уроки)
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.

Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
Азы и основные понятия об электросварке
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.
Схема устройства пистолета для сварки
Универсальный и самый простой тип соединения металлических поверхностей — метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.
Конструкция сварочного аппарата.
Для тех, кто изучает основы сварки, третий вариант — оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Советы начинающим сварщикам
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Особенности работы:
- Если размер зазора недостаточен, времени для прогрева обрабатываемого материала не хватит. Шов получится выпуклым, а края — несплавленными.
- При большем зазоре наблюдаются значительные скачки дуги. Качество провара будет плохим, а управление укладкой металла, который наплавляется, тяжелым.
- Удерживая оптимальную величину зазора на постоянном уровне, можно легко управлять ванной, сформировать хороший шов.
Схема сварки током.
Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
Ручная дуговая сварка: особенности технологического процесса
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.
При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Величина ванны находится в прямой зависимости от следующих критериев:
- режим, в котором проводится сварка;
- конструкция свариваемого соединения;
- форма разделки и размеры соединительных кромок.
- положение в пространстве;
- скорость движения дуги по изделию.
Стандартная величина ванны находится — 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
- работы можно выполнять при ограниченном доступе;
- множество типов электродов позволяет делать сварку разных типов стали;
- относительно быстрая смена соединяемых материалов;
- процесс может проходить в любом положении;
- рабочее оборудование легкое и транспортабельное.
Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.
expertsvarki.ru
Уроки сварки инвертором для начинающих
Инверторные аппараты пришли на смену тяжелым, неповоротливым и сложно перемещаемым трансформаторным источникам, давно и прочно заняв нишу передового сварочного оборудования, как в профессиональном, так и в бытовом вариантах. И это достойная замена, потому что инверторы сочетают в себе максимальные возможности с минимальными габаритами и весом, при этом, существенно экономя энергозатраты. За счет постоянного тока на выходе и легкости в настройках аппарата, любому начинающему доступна инверторная сварка. Видео, полезные советы, а также необходимые инструкции на нашем сайте помогут вам в ваших начинаниях.
При работе с любым сварочным аппаратом существуют различные тонкости и нюансы, поэтому, прежде чем приступить к делу, рекомендуется получить некоторые дополнительные знания и уроки сварки инвертором.
Основные параметры режима электродуговой сварки и выбор электродов
Какой устанавливать сварочный ток, зависит от диаметра электрода и положения шва, который необходимо выполнить, а диаметр электрода выбирают, зная толщину материала.
Также вы можете столкнуться с таким понятием, как сварка на прямой или обратной полярности. Видео «урок сварки инвертором» поможет в этом разобраться.

Обратная полярность означает классическое подключение сварочных кабелей: в плюсовое гнездо на панели аппарата присоединяется провод, подведенный к электродержателю, а в минусовой разъем подключают заземляющую клемму. Сварку на обратной полярности используют при работе с тонкими металлами, так как при таком методе температура на поверхности изделия значительно ниже, чем при прямой полярности.
Помимо диаметра электрода, необходимо выбрать и его тип. Самыми распространенными являются электроды с рутиловым типом покрытия марок МР, ОЗС, АНО, ОК и подобные аналоги. Они имеют цифровое обозначение 46, подходят для сварки обычных черных металлов, не требуют основательной зачистки кромок, легко поджигаются, в том числе и многократно.
Выбирайте диаметры в пределах 2,5 – 3 миллиметра, больше в бытовых условиях не потребуется.
Следующий урок сварки инвертором расскажет, как правильно поджечь электрод и удержать дугу.

Способы зажигания электрода и поддержание дуги
Сварочную дугу принято зажигать кратковременным касанием электрода вплотную к изделию или «чирканием» электрода о поверхность металла по типу разжигания спички. Второй способ предпочтительнее, но им не всегда можно воспользоваться в стесненных условиях или труднодоступных местах.
Для поддержания сварочной дуги необходимо удерживать зазор в пределах 3-5 миллиметров между предполагаемым швом и кончиком электрода. Если расстояние будет больше или меньше, то получится или пережог, или непроплавление сварочной ванны.

Уроки сварки инвертором научат управлять длиной сварочной дуги для получения оптимального результата. Важно, чтобы держатель с электродом удобно располагался в руке. Допускается придерживать держатель или даже электрод второй рукой при необходимости – уроки сварки инвертором это подтверждают. Не каждый сможет совершить такие манипуляции с первого раза. Ведя электрод медленнее или быстрее, вы также сможете контролировать сварочный процесс и наблюдать полученный результат.
Не менее важно правильно закончить сварочный шов. Сварка инвертором для начинающих (видео-инструкция) продемонстрирует этот процесс для наглядности.
Окончание сварки, обрыв сварочной дуги
Быстрый отрыв или отвод электрода от свариваемого изделия не рекомендуется во избежание появления возможных дефектов шва. Вернитесь на верхний край сварочной ванны, а затем, совершив «запятую», отведите электрод от кратера. Если вы еще не окончательно завершили шов, а электрод закончился, продолжайте сварку с небольшим заходом на уже наплавленный металл.

Безопасность при сварочных работах
Приступая к сварочным работам, уделите достаточное внимание защите рук, глаз и органам дыхания. Сварка инвертором для начинающих: видео-показ демонстрирует, что удлиненные краги — самый популярный вариант для защиты кистей рук, чтобы не получить ожоги от фейерверка сварочных брызг при ручной дуговой сварке. Защитная маска в различных вариациях, и сварочная спецовка также защитят вас от ожогов и прочих неприятностей.
Таким образом, вооружившись полученными знаниями и переняв опыт других пользователей сварочных инверторов, вы можете смело приступать к работе и начинать приобретать практические навыки управления этим прибором.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Простейшие способы сварки: как научиться сваривать металл самостоятельно. Инструкции начинающим
Профессия: «Электросварщик ручной дуговой сварки»
Рабочий — сварщик
Электросварщик
Сварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии «Электросварка самоучитель». Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Ручная дуговая сварка для начинающих — нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим «заземления» к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода.
Сварной шов раз
pskproekt.ru