Штуцер что это такое, размеры и виды
 Штуцер можно достаточно часто увидеть в повседневной жизни. Он представляет собой деталь, предназначенную для подсоединения к трубопроводам других изделий. С одной ее стороны имеется резьба, а с другой расположен вход, который может иметь различную форму, в зависимости от способа закрепления к другим элементам.
Штуцер можно достаточно часто увидеть в повседневной жизни. Он представляет собой деталь, предназначенную для подсоединения к трубопроводам других изделий. С одной ее стороны имеется резьба, а с другой расположен вход, который может иметь различную форму, в зависимости от способа закрепления к другим элементам.
Вконтакте
Google+
Мой мир
Разновидности изделий
В настоящее время можно увидеть следующие виды штуцера:
- переходной;
- приварной;
- соединительный;
- поворотный.
Соединение изделия с другим элементом (трубой, шлангом и пр.) может осуществляться несколькими способами:
- с двумя составляющими – моделью под шланг и втулкой. В этом случае шланг, вставленный в штуцер, фиксируется путем сдавливания втулкой;
- интегральным методом. В данном типе соединения втулка и само изделие являются одним устройством;
- путем вкручивания, когда у изделия лишь одна сторона имеет резьбу, на которую впоследствии и накручивается труба либо вентиль.
В тех случаях, когда применяется соединение с помощью сварки, у изделия лишь с одной стороны имеется резьба, на которую накручивается труба либо шланг. Вторая же его сторона приваривается непосредственно к трубе или емкости. Для изготовления используется легированная сталь. Если требуется изменить шаблон резьбы, применяется переходный вариант изделия. При необходимости, чтобы соединение имело возможность вращения, используется гидрошарнир (поворотный тип). Его изготавливают из алюминия или нержавеющей стали. Узнать много полезной информации об изделии поможет Википедия штуцер, где подробно описаны дюймовые и шланговые виды.
Для установки на сварные емкости из стали и резервуары применяются следующие типы штуцеров:
- фиксируемые с помощью сварки, плоские и имеющие фланцы, выдерживающие давление от 0,6 до 25 МПа, температуру от -70 до 300 градусов;
- стальные, фиксируемые сваркой в трубопроводе, с фланцами. Они рассчитаны на давление в 16 МПа и от -70 до 600 градусов;
- цельнокованые, прямые, тонкостенные, выдерживающие от 1,6 до 16 МПа давления, и такие же значения температуры, что и предыдущего типа штуцера;
- приварные встык, имеющие утолщенный патрубок и с фланцем, выдерживающие давление 1,6–16 МПа и аналогичную температуру;
- цельнокованые, имеющие шейку, предназначенные для работы под давлением 6,3–16 МПа и при таких же значениях температуры.
Область эксплуатации штуцеров
 Применяют данную деталь для различных целей в следующих сферах:
Применяют данную деталь для различных целей в следующих сферах:
- водоснабжение;
- автомобилестроение;
- трубопроводы;
- промышленное оборудование;
- системы окраски;
- мойки авто.
Как и всякий механизм, изделие нуждается в периодическом техническом обслуживании. Проверку его пропускной способности проводят в рабочей среде с целью определить наличие или отсутствие засорения, прочности, герметичности, устойчивости к воздействию влажности, давления, температуры. В том случае, если шланговое или изделие другого вида засорено, необходимо произвести его очистку, а при наличии протечек следует осуществить замену уплотнителей (если они имеются) либо сильнее подтянуть крепление.
Характеристики изделий
Выбирая штуцер для дома или дачи, следует ознакомиться с их характеристиками. Наиболее популярными является деталь пятивыводная. Она нужна для установки в системах автоматического водяного снабжения. С его помощью производится соединение гидроаккумуляторов, реле давления, манометров и насосов.
 Пятивыводной – имеет небольшой вес – 240 г и изготавливается из латуни. Его длина – 90 мм, и предназначен он для работы с температурой до 90 градусов при давлении не более 16 бар. Важным элементом в работе пятивыводного штуцера является манометр, с помощью которого можно узнать текущее давление, при увеличении которого происходит отключение насоса. Размеры данного механизма составляют до 90 мм, однако, для оптимальной работы лучше приобрести деталь 70 мм.
Пятивыводной – имеет небольшой вес – 240 г и изготавливается из латуни. Его длина – 90 мм, и предназначен он для работы с температурой до 90 градусов при давлении не более 16 бар. Важным элементом в работе пятивыводного штуцера является манометр, с помощью которого можно узнать текущее давление, при увеличении которого происходит отключение насоса. Размеры данного механизма составляют до 90 мм, однако, для оптимальной работы лучше приобрести деталь 70 мм.- Елочка
- Соединительный. Изготавливают из нержавеющей стали и применяют его в основном для подсоединения сантехники к водопроводу. Его также можно применять и для установки насосов, соединения труб и для обеспечения системы фильтрации. Основным преимуществом соединительного штуцера можно назвать его высокие антикоррозийные качества.
 Пятивыводной – имеет небольшой вес – 240 г и изготавливается из латуни. Его длина – 90 мм, и предназначен он для работы с температурой до 90 градусов при давлении не более 16 бар. Важным элементом в работе пятивыводного штуцера является манометр, с помощью которого можно узнать текущее давление, при увеличении которого происходит отключение насоса. Размеры данного механизма составляют до 90 мм, однако, для оптимальной работы лучше приобрести деталь 70 мм.
Пятивыводной – имеет небольшой вес – 240 г и изготавливается из латуни. Его длина – 90 мм, и предназначен он для работы с температурой до 90 градусов при давлении не более 16 бар. Важным элементом в работе пятивыводного штуцера является манометр, с помощью которого можно узнать текущее давление, при увеличении которого происходит отключение насоса. Размеры данного механизма составляют до 90 мм, однако, для оптимальной работы лучше приобрести деталь 70 мм.Каждая из деталей востребована в своей сфере. Изделия отличаются отменными техническими характеристиками, удобством эксплуатации и долговечностью службы. Самым востребованным считается
Теперь каждый знает, что такое штуцер, какие есть виды штуцеров, зачем они необходимы. Результатом становится упрощение конкретных работ, продление срока службы систем водоснабжения, водопроводов.
Вконтакте
Google+
Мой мир
instrument.guru
определение, виды, применение, в сантехнике
Штуцер относится к разновидности фитингов и коротких патрубков. По функциональному назначению призван присоединять трубопровод к другим соединительным элементам коммуникаций – арматуре, продувке, трубам. Штуцер, как правило, небольшого веса и размера. По способу крепления бывает: приварного типа или с внутренней/наружной резьбой для зажимного метода.

Назначение
Сфера применения штуцера для трубопровода: в водопроводных сетях, тепловых трубопроводах, газопроводных коммуникациях с высоким давлением, в транспортных магистралях для смазочных материалов густых/жидких. Широко используется в системах, где необходимо контролировать показатели избыточного давления воды/газа/масла. Облегчает задачу подключения к насосам/манометрам/гидроаккумуляторам. Штуцеры легко демонтируются, когда необходимо провести ремонтно-наладочные работы.
Виды штуцеров
Соединительный, изготавливается из нержавеющей стали и предназначен для подсоединения сантехнических изделий к водопроводным коммуникациям. Также устанавливают на насосном оборудовании, для обеспечения системы фильтрации. Соединительные штуцеры обладают высокими показателями антикоррозионной устойчивости, ГОСТ 22792-83.
Переходной, используется в гидравлических системах, где необходимо выдерживать высокое давление. Производится по ГОСТ 21856-78. Предназначен для соединения трубопроводных деталей разнородного диаметра.
Поворотный, предусматривает в своей конструкции поворотный шарнир. Вращающийся соединительный элемент или гидрошарнир используется для подачи газа/пара/жидкости по трубопроводу. Особая форма и поворотный шарнир исключают возможность изгиба и деформации трубопровода, ГОСТ 25681-83.
Приварной, предназначен для линзовых уплотнений в трубопроводах. Чаще всего используются на нефтеперерабатывающих предприятиях. Изделие отличается высоким качеством и регулируется ГОСТ 16045-70. Предназначен для защиты от воздействия температурных перепадов и агрессивных сред.

Штуцер быстросъемный
Фитинги быстросъёмного типа используют, чтобы быстро подключать и отключать от шланга пневматический инструмент и другие устройства. Быстросъёмные штуцеры применяют в работах на шиномонтажах и автомастерских. Преимущество детали этого типа в том, что мастеру не нужно каждый раз отключать в системе внутреннее давление, если нужно переподключить оборудование. Это облегчает процесс работы и экономит время. Среди быстросъёмов различают патрубки «папа» и патрубки «мама» – предназначены для шлангов разного диаметра. Отличаются резьбой: внутренняя или внешняя.
Штуцер переходник
Для соединения элементов арматуры используют штуцеры-переходники. Они нужны, чтобы сконнектить несколько деталей с одним шлангом или несколько шлангов и рукавов с агрегатом. Иногда бывает так, что система состоит из разнодиаметровых отрезков. Такие особенности конструкции создают проблему мастеру в работе – невозможно состыковать все детали для стабильной работы агрегата. В таком случае и применяют металлические приспособления переходного типа. Переходной патрубок выглядит, как втулка с внутренней или наружной резьбой с обеих сторон.
Как осуществляется соединение штуцера с другими элементами
Патрубок соединяет разные элементы системы при помощи выходных отверстий, оснащённых внутренней или внешней резьбой. Насечки есть только на одном конце металлоизделия, а другой конец – это соединитель и соответствует форме и диаметру деталей системы, которые нужно сконнектить. Соединение фитинговое представляет собой комплект из самой металлической втулки и монтажного узла. Такая стыковка применяется в бытовых, магистральных и промышленных системах. Интегральное соединение используют в трубопроводах с повышенным давлением – в таком соединении фитинг и втулка являются единым целым. Если штуцер имеет конструкцию тройника, пятивыходника или крестовины, его применяют для соединения системы, в которой несколько ответвлений – для смены направления магистралей трубопровода. Выполняют соединение элементов штуцерами как с помощью сварки, так и неприварным методом.
Пятивыводной штуцер
Пятивыводной штуцер представляет собой металлическую втулку с пятью отходными сквозными отверстиями, каждое из которых оснащено внешней либо внутренней резьбой. Используют такие патрубки для скрепления сложных элементов в системе водоснабжения (автоматического). Металлоизделие с пятью выходами соединяет между собой насос, гидроаккумуляторное устройство и реле.

Штуцер-елочка
Штуцер конструкции «елочка» – соединительное приспособление, которым скрепляют между собой шланг (рукав) и агрегат. Мастера часто используют штуцеры-ёлочки, чтобы зафиксировать надёжно шланги с разным диаметром и чтобы производить ремонтные работы в местах разрывов. Гравировка в елочкообразных патрубках может быть и внутри, и снаружи – это зависит от концевой арматуры. Материал изготовления деталей-ёлочек зависит от того, для чего используют штуцер. Из стали – для работ с высоким давлением и агрессивными средами. Для систем отопления и полива – из латуни.
Отличительные особенности штуцера из нержавейки
Металлоизделие из нержавеющей стали может герметично и надёжно скрепить все элементы системы. Причем не только в стальных трубопроводах, но и в комбинированных системах. Стальные патрубки устойчивы к температурам высокого значения и коррозии. Они обладают хорошей механической прочностью и легко крепятся к любым видам металлических деталей. За счет нержавеющей функции относятся к классу экологичных материалов.
Особенности латунных штуцеров
Латунные штуцеры используют в инженерных системах и для трубопроводов. Фитинги из латуни защищены от влаги, на них не влияет агрессивная внешняя среда, они прочные. Отличительные характеристики: имеют малую электропроводность, что экономит энергозатраты, хорошо сохраняются при температуре 120 градусов по Цельсию и при давлении 16 бар, имеют не очень высокую стоимость.
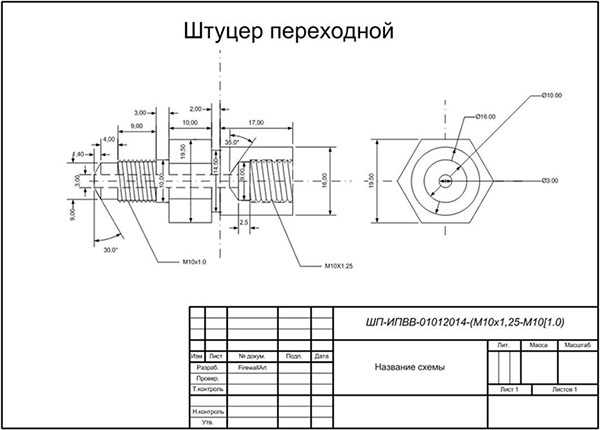
Чертеж штуцера
В каких сферах применяется
- • для тепловых и атомных электростанций;
- • для установки приборов и средств автоматизации;
- • для муфтовой арматуры;
- • для сосудов, резервуаров и аппаратов.
Из каких материалов изготавливают штуцеры
Штуцер производят из нержавеющей, легированной и углеродистой стали. Для получения антикоррозийного покрытия после обкатки на токарном станке изделия покрываются гальваником, цинковым составом. Штуцеры, применяемые для неагрессивных сред, изготавливают из углеродистых и низколегированных сталей.
Как открутить штуцер
Чтобы снять штуцер, необходим накидной разрезной ключ определенного диаметра, сбоку он должен зажиматься винтом. Это самый оптимальный способ, также можно воспользоваться микродрелью, сваркой или молотком.
ГОСТы
ГОСТ 24504-80: Соединения трубопроводов резьбовые. Штуцера ввертные с концом под врезающееся кольцо. Конструкция
ГОСТ 21858-78: Соединения трубопроводов резьбовые. Штуцера ввертные. Конструкция
ГОСТ 21872-78: Соединения трубопроводов резьбовые. Штуцера переборочные. Конструкция
ГОСТ 21857-78: Соединения трубопроводов резьбовые. Штуцера переходные. Конструкция
ГОСТ 25681-83: Соединения трубопроводов резьбовые. Штуцера поворотные. Конструкция
ГОСТ 26337-84: Соединения трубопроводов резьбовые. Штуцера проходные под пайку. Конструкция
ГОСТ 24092-80: Соединения трубопроводов резьбовые. Штуцера проходные под приварку. Конструкция
ГОСТ 24072-80: Соединения трубопроводов с врезающимся кольцом проходные. Конструкция
ГОСТ 24073-80: Соединения трубопроводов с врезающимся кольцом переходные. Конструкция
ГОСТ 24090-80: Соединения трубопроводов с врезающимся кольцом переборочные. Конструкция
ГОСТ 24087-80: Соединения трубопроводов с врезающимся кольцом крестовые проходные. Конструкция
ГОСТ 24091-80: Соединения трубопроводов с врезающимся кольцом и заглушкой. Конструкция
ГОСТ 24074-80: Соединения трубопроводов с врезающимся кольцом ввертные. Конструкция
ГОСТ 28942.4-91: Соединения трубопроводов с врезающимся кольцом ввертные с уплотнением резиновым кольцом круглого сечения. Конструкция
p-z-o.ru
§ Е9-2-15. Врезка стальных штуцеров в трубопровод Состав работы
1. Разметка штуцера и гнезда для него в трубопроводе. 2. Зачистка кромок гнезда и штуцера после газовой резки. 3. Установка и подгонка штуцера с поддерживанием при прихватке.
Нормы времени и расценки на 1 врезку
Состав звена монтажников наружных трубопроводов | Диаметр врезаемых штуцеров, мм, до | Н. вр. | Расц. | № |
5 разр. — 1 | 50 | 0,73 | 0-56,2 | 1 |
3 » — 2 | 75 | 0,87 | 0-67 | 2 |
100 | 1,1 | 0-84,7 | 3 | |
150 | 1,4 | 1-08 | 4 | |
200 | 1,7 | 1-31 | 5 | |
250 | 2,2 | 1-69 | 6 | |
300 | 2,5 | 1-93 | 7 | |
400 | 3,2 | 2-46 | 8 | |
500 | 4 | 3-08 | 9 | |
600 | 4,7 | 3-62 | 10 | |
5 разр. — 1 | 700 | 5,4 | 4-19 | 11 |
4 » — 1 | 800 | 6,1 | 4-73 | 12 |
3 » — 2 | 900 | 6,9 | 5-35 | 13 |
1000 | 7,6 | 5-89 | 14 | |
1200 | 9 | 6-98 | 15 | |
1400 | 10,5 | 8-14 | 16 |
Примечание. При врезке штуцеров при помощи кранов и трубоукладчиков Н. вр. и Расц. умножать на 0,8 (ПР-1).
§ Е9-2-16. Установка задвижек Состав работы
1. Строповка и опускание задвижек в траншею. 2. Установка задвижек на готовое основание. 3. Центрирование стыков с подгонкой кромок патрубков и труб или установка готовых прокладок и временных болтов. 4. Выверка установки по заданной отметке. 5. Окончательное свертывание фланцев с заменой временных болтов постоянными или поддерживание при прихватке стыков.
Нормы времени и расценки на 1 задвижку
Состав звена монтажников | Диаметр задвижек, | Материал задвижек | ||
наружных трубопроводов | мм, до | сталь | чугун | |
4 разр. — 2 3 » — 1 | 50 | | | 1 |
100 | | | 2 | |
150 | | | 3 | |
5 разр. — 1 4 » — 1 | 200 | | | 4 |
3 » — 1 | 250 | | | 5 |
300 | | | 6 | |
350 | | | 7 | |
400 | | | 8 | |
6 разр. — 1 4 » — 2 | 450 | | | 9 |
3 » — 1 | 500 | | | 10 |
600 | | | 11 | |
700 | | | 12 | |
800 | | | 13 | |
900 | | 14 | ||
1000 | | | 15 | |
1200 | | | 16 | |
1400 | | | 17 | |
1600 | — | | 18 | |
2000 | — | | 19 | |
а | б | № | ||


























Примечание. При установке задвижек с привернутыми патрубками Н. вр. и Расц. умножать на 1,2 (ПР-1).
studfiles.net
Трубопроводы врезка штуцеров — Справочник химика 21
Разметка труб. Разметкой труб называется перенесение на трубу с рабочего чертежа размеров, необходимых для изготовления детали или элемента трубопровода. Эта операция выполняется на разметочных стендах с помощью разметочных приспособлений и шаблонов, а также измерительных инструментов (циркуль, линейка, рулетка). При разметке труб перед резкой необходимо учитывать припуск на механическую обработку, равный для труб из углеродистых сталей -Ь2ч-3 мм для крайних заготовок и +4-4-5 мм для средних, а для труб из легированных сталей соответственно +5- 7 мм и Ч-10-=-12 мм. При разметке труб перед гибкой по осевой линии трубы наносятся линии на месте начала гиба (рис. 13). Разметку отверстий под штуцера делают с помощью универсальных циркулей, а для разметки линий сопряжений при врезке штуцеров в трубопроводы разных [c.27]При необходимости вварки нового штуцера действующий трубопровод следует подготовить для безопасного выполнения сварочных работ должна быть проверена по документации марка стали, трубы или детали, куда необходимо произвести врезку штуцера, изготовлен и испытан штуцер с фланцем и запорной арматурой, а также подготовлены все крепежные детали, метизы и прокладки. Кроме того, на трубопроводе должно быть размечено место врезки. [c.261]
Перед испытанием трубопровод разбивают на отдельные участки. Технологическую аппаратуру при испытании отключают, а концы трубопровода закрывают заглушками. Все врезки, штуцеры и бобышки для контрольно-измерительных приборов заглушают. [c.161]
Испытание трубопровода должно производиться только после того как трубопровод будет полностью собран на постоянных опорах или подвесках, смонтированы все врезки, штуцеры, бобышки, арматура, дренажные устройства, спускные линии и воздушники. [c.42]
Для разметки линий сопряжения при врезке штуцеров в трубопроводы разных диаметров под углами от 45 до 90° может быть применено приспособление, показанное на рис. 11 . [c.45]
При проведении испытаний вся запорная арматура, установленная на трубопроводе, должна быть полностью открыта, сальники — уплотнены на месте регулирующих клапанов и измерительных устройств должны быть установлены монтажные катушки все врезки, штуцера, бобышки для КИП должны быть заглушены. [c.113]
При подключении через штуцер или путем врезки штуцера трубопровод выключают и опорожняют его от транспортировавшегося в нем продукта. Трубопроводы с огнеопасными или вредными продуктами, если в них необходимо произвести вварку штуцеров, должны быть промыты и полностью обезврежены, с тем чтобы не допускать взрывов, загорания продукта или отравления людей. [c.322]
Такие врезки штуцера с арматурой производят и без отключения действующего трубопровода, используя для этой цели приспособление, показанное на рис. 77. К действующему трубопроводу 9 приваривают патрубок с фланцем 8 большего сечения, чем врезаемая линия. На фланец патрубка устанавливают и закрепляют задвижку 7. На верхний фланец этой задвижки устанавливают приспособление для сверления отверстия в трубе. Приспособление состоит из двух тяг 3, планки /, шайбы 5 с сальником 4 для сверла 6. Сверление ведут трещоткой 2 при помощи сверла 6. Отверстие просверливают в трубе при открытой задвижке, а затем поднимают сверло выше уровня клинкета задвижки и ее закрывают. [c.161]
Целью испытаний является проверка прочности и плотности трубопроводов. Для испытаний линия трубопровода разбивается на отдельные участки. На испытываемом участке устанавливают воздушные и спускные вентили, манометры и термометры. К испытываемому трубопроводу подсоединяют временный трубопровод от наполнительных и опрессованных агрегатов. Технологические аппараты и машины отключают, а концы трубопроводов, врезки, штуцера и бобышки для КИП заглушают. [c.262]
Вновь смонтированные линии подключают к действующим трубопроводам, обычно к установленной на них запорной арматуре или к штуцерам. Если такое подключение невозможно, в действующие трубопроводы врезают штуцера в порядке, указанном выше, и устанавливают на них запорную арматуру, к которой присоединяют новую линию. При подключении через штуцер или путем врезки штуцера действующий трубопровод должен быть выключен и транспортируемый продукт из него удален. Трубопроводы с огнеопасными и вредными продуктами перед врезкой и вваркой штуцера промывают и полностью обезвреживают, чтобы обеспечить взрывоопасность и предотвратить отравление людей. Перед вваркой штуцера должна быть установлена по документации марка стали трубы или детали, в которую его будут врезать. Штуцер Ь фланцем и запорной арматурой должен быть предварительно испытан, крепежные детали и прокладки подготовлены. [c.248]
Перед испытаниями трубопровод разбивают на отдельные участки. Технологическую аппаратуру отключают, а концы трубопроводов закрывают заглушками. Все врезки, штуцеры и бобышки на контрольно-измерительных приборах заглушают. До начала гидравлического испытания в самых низких точках трубопровода вваривают штуцеры с арматурой для спуска воды, а в самых высоких точках — воздушники для спуска воздуха. В начале и конце участка устанавливают манометры. [c.82]
Испытанию подвергают только полностью смонтированные трубопроводы или их участки, собранные на постоянных опорах или подвесках, с установленной арматурой и врезками, штуцерами, бобышками, дренажными устройствами, спускными линиями и воздушниками. [c.233]
При техническом освидетельствовании системы запрещено использовать аммиак и не рекомендуется фреон в качестве нагружающей среды, нельзя использовать холодильный компрессор в качестве воздушного. При испытании на прочность в аммиачных установках одного сосуда (аппарата) или трубопровода (участка) он должен быть отсоединен от других сосудов, аппаратов и трубопроводов с использованием межфланцевых металлических заглушек толщиной, рассчитанной на давление выше пробного в 1,5 раза. Заглушки должны иметь прокладки с хвостовиками, выступающими за пределы фланцев не менее 20 мм. Вместо заглушек использовать запорную арматуру запрещено, места расположения отмечают предупредительными знаками и освобождают от людей. Вся запорная арматура на сосуде (аппарате) и трубопроводе полностью открывают, сальники уплотняют, вместо регулирующих клапанов и измерительных устройств устанавливают монтажные катушки, врезки, штуцеры, бобышки для КИП заглушают, не рассчитанные на давление испытания отключают. На аммиачных установках и крупных фреоновых давле- [c.208]
При врезке отверстия надо обеспечивать необходимую точность. Штуцер должен быть установлен без перекоса. Сварку следует поручить квалифицированному сварщику, имеющему право на выполнение сварки неповоротных стыков. После установки арматуры и врезаемых деталей нового трубопровода действующий трубопровод может быть включен в работу. [c.142]
В день аварии хлор по отводящим трубопроводам не отбирался, арматура между штуцером врезки в главный коллектор и отво- [c.298]
После окончания капитального ремонта трубопроводов проводятся проверка качества работ, промывка или продувка, а затем испытание на прочность и плотность. Технологическая аппаратура пере
www.chem21.info
§ Е9-2-15. Врезка стальных штуцеров в трубопровод Состав работы
1. Разметка штуцера и гнезда для него в трубопроводе. 2. Зачистка кромок гнезда и штуцера после газовой резки. 3. Установка и подгонка штуцера с поддерживанием при прихватке.
Нормы времени и расценки на 1 врезку
┌──────────────────────────┬──────────────────┬────────┬────────┬───────┐
│Состав звена монтажников│Диаметр врезаемых │ Н. вр. │ Расц. │ N │
│наружных трубопроводов │штуцеров, мм, до │ │ │ │
│ │ │ │ │ │
├──────────────────────────┼──────────────────┼────────┼────────┼───────┤
│5 разр. — 1 │ 50 │ 0,73 │ 0-56,2 │ 1 │
│3 » — 2 ├──────────────────┼────────┼────────┼───────┤
│ │ 75 │ 0,87 │ 0-67 │ 2 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 100 │ 1,1 │ 0-84,7 │ 3 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 150 │ 1,4 │ 1-08 │ 4 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 200 │ 1,7 │ 1-31 │ 5 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 250 │ 2,2 │ 1-69 │ 6 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 300 │ 2,5 │ 1-93 │ 7 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 400 │ 3,2 │ 2-46 │ 8 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 500 │ 4 │ 3-08 │ 9 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 600 │ 4,7 │ 3-62 │ 10 │
├──────────────────────────┼──────────────────┼────────┼────────┼───────┤
│5 разр. — 1 │ 700 │ 5,4 │ 4-19 │ 11 │
│4 » — 1 ├──────────────────┼────────┼────────┼───────┤
│3 » — 2 │ 800 │ 6,1 │ 4-73 │ 12 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 900 │ 6,9 │ 5-35 │ 13 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 1000 │ 7,6 │ 5-89 │ 14 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 1200 │ 9 │ 6-98 │ 15 │
│ ├──────────────────┼────────┼────────┼───────┤
│ │ 1400 │ 10,5 │ 8-14 │ 16 │
└──────────────────────────┴──────────────────┴────────┴────────┴───────┘
Примечание. При врезке штуцеров при помощи кранов и трубоукладчиков Н. вр. и Расц. умножать на 0,8 (ПР-1).
studfiles.net
Соедиенние и монтаж металлопластиковых труб своими руками
Оборудование для установки фитингов:- для обжимных нужны два гаечных ключа подходящего размера;
- для пресс-фитингов — обжимные клещи.
Ручные обжимные клещи или пресс, устройство для резки МП-труб и калибратор. Собственно это весь инструмент, необходимый для установки пресс-фитингов и монтажа металлопластиковых труб

В принципе все. Вместо трубореза можно использовать пилу с полотном по металлу, но надо будет делать срезы строго перпендикулярно к поверхности. Если вы своему глазомеру на доверяете, возьмите плотницкое стусло.
Порядок подготовки
Продаются металлопластиковые трубы небольшого диаметра в бухтах. Перед монтажом отрезают от бухты кусок требуемой длины. При этом надо учитывать длину, которая заходит на фитинг. То есть, надо отрезать кусок с небольшим запасом — в 1,2-1,5 см.
Края отрезка осматривают, если есть заусенцы (при резе труборезом их не бывает, это недостаток при отрезании пилой), их выравнивают. Далее при помощи фаскснимателя или куска наждачной бумаги снимают фаску — стачивают под углом пластик как внутри трубы, так и снаружи.
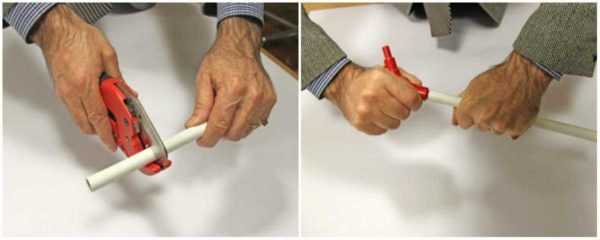
Отрезаем, калибруем, снимаем фаску
После этого берут калибратор, с усилием вгоняя его в трубу и проворачивая, выравнивают геометрию, заодно выпрямляя «задавленные» внутрь края. После этого можно приступать к монтажу металлопластиковых труб и установке фитингов.
Как выровнять кусок металлопластиковой трубы
Как уже говорили, этот вид труб идет в бухтах, то есть они скручены. Отрезав кусок, руками вы его немного распрямите, но как добиться идеальной ровности. Это важно, если монтаж трубопровода открытый. Рецепт прост:
- Находите ровную доску или кусок ДСП, фанеры и т.д.
- Выравниваемый отрезок заворачиваете в мягкую ткань (можно в старое махровое полотенце).
- На доске выкатываете, ровняя.
Обычно при разводке водопровода местами трассу приходится выгибать, местами укладывать прямые участки

После того, как отрезок станет ровным, можно калибровать его края.
Монтаж металлопластиковых труб при помощи компрессионных фитингов
Компрессионные фитинги состоят из нескольких частей. Основа — литой корпус с резьбой. Также имеется обжимное кольцо, которое фиксирует кусок трубы на фитинге и накидная гайка, которая зажимает соединение. Важная деталь — уплотнительное кольца, которое обеспечивает герметичность.
Такой способ монтажа хорош тем, что не нужно никакое специальное оборудование. Второй плюс — соединение разборное и при необходимости можно фитинг заменить. Если он вышел из строя или возникла необходимости изменения конфигурации трубопровода. И это очень удобно.
Но есть и недостаток: время от времени на резьбе возникает течь. Устраняется все просто — подтяжкой на пол-оборота. Но из-за этого все соединения должны быть доступны и замуровывать их нельзя. Также напрягает необходимость проверки — потекло-не потекло. Не всем это нравится.

Так выглядят компрессионные фитинги
Ассортимент фитингов широк уголки, тройники, крестовины, переходники (с одного диаметра на другой). И все это с разными углами, в разных диаметрах.
Монтаж металлопластиковых труб на компрессионных фитингах начинается с того, что снимается накидная гайка и обжимное кольцо, проверяется наличие уплотнительной резинки. После этого собственно и начинается сборка:
- Гайка и кольцо надеваются на трубу.
- Отрезок натягивается на фитинг до упора. Упор обозначается специальным небольшим выступом-буртиком.
- Кольцо натягивается тоже до упора на фитинг.
Перед затягивание гайки
- Закручивается накидная гайка. Сначала руками, соединение металлопластиковых туб подтягивается при помощи двух ключей. Один удерживает корпус фитинга, второй крутит накидную гайку.

На этом все, процесс монтажа компрессионного (винтового, резьбового) фитинга закончен. Есть только один нюанс: если в систему заливать будете антифриз, сразу прокладки меняйте. Те, которые идут в комплекте потекут с незамерзайками очень быстро. Ставьте паронитовые или тефлоновые. Только они могут обеспечить герметичность. А вообще, для систем с антифризом лучше использовать пресс-фитинги. Они точно не текут (если правильно обжаты).
Установка обжимных (пресс или пуш) фитингов на МП-трубы
Монтаж металлопластиковых труб с помощью обжимных фитингов требует наличия специальных клещей. Они есть ручные, есть электрические. Любые снабжены набором накладок под разные диаметры. Ручные, естественно, стоят дешевле. Это оборудование не обязательно покупать — понадобится оно только раз. Намного выгоднее взять в аренду.

Пресс-фитинг для МП-труб
Состоит пресс-фитинг из двух частей — собственно корпуса и обжимной гильзы. Перед тем как соединить металлопластиковые трубы, проводят подготовку среза. Она такая же как при использовании компрессионных фитингов, но фаску снимают только изнутри. Далее порядок действий такой:
- На трубу надевают гильзу.
- На фитинг устанавливают прокладку для предотвращения электрохимической коррозии.
- Тубу надевают на фитинг — до упора. На корпусе фитинга есть отверстие, в котором должно быть видно край трубы.
- Берут клещи, в которых установлены подходящие накладки (нужного диаметра). Клещи устанавливают вплотную к краю фитинга, соединив ручки пресса вместе обжимают деталь. В результате на гильзе должны быть явно видны две вогнутые полосы. Их глубина должна быть одинаковой. После обжима фитинги могут вращаться вокруг трубы.
На этом все, монтаж металлопластиковых труб с помощью пресс фитинга закончен. Подобный стык выдерживает давление до 10 атм, чего достаточно для большинства систем. Не подходит только для систем отопления домов с этажность. больше 16. У них давление в системе может быть больше.
Как согнуть металлопластиковую трубу
Часто монтаже металлопластиковых труб возникает необходимость изогнуть трубу. Сделать это можно руками или с помощью пружины. Проще и быстрее работать с пружиной, но ее надо купить (стоит недорого). Пружина вставляется внутрь трубы и сгибается в требуемом направлении. Труба повторяет изгиб, пружина вынимается. Гнуть металлопластиковые трубы с пружиной просто — больших усилий не требуется, действия легко контролируются, есть возможность откорректировать результат.
Чем хорош данный способ — вы не сможете пережать стенки, что случается при приложении излишних усилиях в ручном способе. Также не получиться сделать более крутой изгиб (с радиусом меньше минимального) и сжать стенки на сгибе, заузив проходное сечение.
Пружина для гибки металлопластиковых труб
Руками гнуть МП-трубы надо постепенно. Беретесь руками с двух сторон от места сгиба (на одинаковом расстоянии от центра будущей дуги), большие пальцы снизу подпирают трубу. В таком положении начинаете края опускать вниз, одновременно большими пальцами давите наверх.
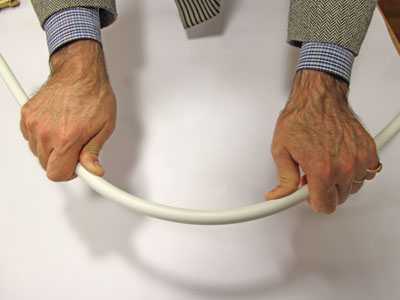
Ручная гибка металлопластиковых труб
При таком способе иногда от чрезмерных усилий труба теряет свою геометрию. Это негативно сказывается на ее пропускной способности. Такие участки ставить в водопровод или отопление нельзя. Чтобы избежать таких ситуаций, место сгиба нагревают. Делать это можно только при помощи строительного фена. Использовать открытый огонь нельзя. Разогретый пластик согнуть просто. При этом он не сдавливается (главное — не переусердствуйте).

Способы гибки МП труб
Еще один способ избежать деформации — насыпать внутрь песок. Он не даст стенкам сжиматься.
Как крепить к стенам
При открытой прокладке трубопровода, его требуется каким-то образом фиксировать на стенах. Обычно для этого используются специальные пластиковые клипсы. Они есть одинарные — для прокладки одной нитки трубопровода. Обычно используются при разводке водопровода. Есть сдвоенные — чаще всего их устанавливают на отопление — подача и обратка в двухтрубных системах идут параллельно.

Клипсы для монтажа металлопластиковых труб на стену
Эти клипсы устанавливают через каждый метр (можно чаще). Под каждую сверлится в стене отверстие, вставляется дюбель требуемого типа (подбирается в зависимости от типа материала, из которого сделаны стены). Большой нагрузки не предвидится, но намного привлекательнее смотрится водопровод и отопление, если все выложено ровно, как по линеечке.
Нестандартные соединения: с металлическими трубами, переход на другой диаметр
При замене водопровода или отопления часто приходится соединять металл и металлопластик. Чаще всего это происходит на отводе от стояка. В этом случае металлическая труба обрезается на некотором расстоянии — в 3-5 см, на ней нарезается резьба. Далее на резьбу накручивается фитинг с накидной гайкой (цангой) или внутренней резьбой. Далее монтаж металлопластиковых труб идет по обычной технологии.

Некоторые виды фитингов, которые можно использовать при переходе с металла на металлопластик
Подбирается фитинг по диаметру металлической трубы, а резьба на переходнике должна быть внутренней — на трубе нарезается наружная. Это соединение требует уплотнения. Подматывают льном и подмазывают упаковочной пастой или просто используют фум-ленту.
Соединение двух труб разного диаметра происходит точно также. Только требуется соответствующий фитинг-переходник с гайками/ниппелями подходящего диаметра.
Пример разводки системы водоснабжения
Сначала рисуем план разводки водопровода. Сделать это можно на листе бумаги, обозначив необходимые фитинги. Обратите внимание, что под установку кранов необходима установка фитинга с резьбой на конце. Краны нужны на отводах к бытовой технике и к сантехническим приборам, к радиаторам отопления. Это дает возможность отключать приборы не перекрывая всю систему целиком. Тип резьбы и ее размер подбираете в зависимости от вида используемого крана.
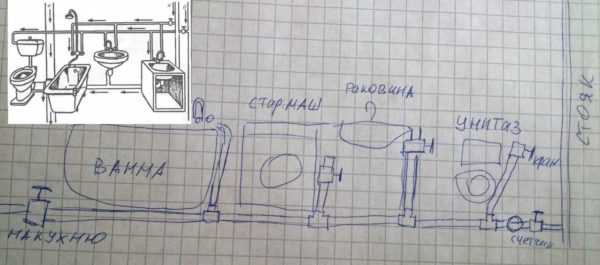
Пример системы водоснабжения на металлопластиковых трубах
Также переходные фитинги нужны до и после счетчика (воды или отопления зависит от типа системы). Нарисовав подробный план, проставляете размеры на всех участках. По данному чертежу считаете, сколько и чего вам надо. Фитинги можно закупать строго по списку, а трубы желательно взять с некоторым запасом. Во-первых вы могли ошибиться при измерении, во-вторых, при отсутствии опыта можно какой-то кусок испортить — отрезать меньше, чем требуется или неправильно обжать, и т.п.
Договоритесь о возможности обмена
При покупке всего необходимого договоритесь с продавцом о том, что при необходимости вы сможете поменять/вернуть некоторые фитинги. С ними часто ошибаются даже профессионалы, а уж тот, кто решился делать разводку системы водопровода или отопления из металлопластика своими руками и подавно. Остатки трубы никто у вас обратно не примет, а фитинги — запросто. Но для гарантии сохраняете чек.

Иногда удобнее использовать коллекторы. Они позволяют параллельно подключить несколько потребителей. Бывают коллекторы для водопровода и для отопления (при разводке теплого пола)
Когда и как начинать работу
Придя домой, разложите фитинги, приступайте: монтаж металлопластиковых труб летом можно делать сразу, зимой надо выждать некоторое время (часов 12), пока все элементы не нагреются до комнатной температуры. Отрезать за раз желательно один отрезок трубы нужной длины. Это чуть дольше, но так точно не запутаетесь. Далее действия в зависимости от выбранного типа фитингов.

Разводка отопления металлопластиковыми трубами делается только на пресс-фитингах
После завершения монтажа металлопластиковых труб, трубопровод проверяют. Если это водопровод, достаточно открыть кран на входе. Делать это надо постепенно и плавно. Система сразу начнет заполняться водой. Если ничего нигде не потекло — вы все сделали верно. Если какие-то соединения потекли, их надо или переделать — если использовались пресс-фитинги, или подтянуть — если сборка была на обжимных соединителях.
Если из металлопластиковых труб собиралась система отопления, перед пуском ее надо опрессовать — испытать повышенным давлением, закачав в систему холодную воду. Если испытание прошло успешно, можно делать пробный запуск отопления.
Видео по теме
Еще раз о том, как правильно проводить монтаж металлопластиковых труб объяснят специалисты Valtek (Валтек), продукция которой считается одной из лучших на этом рынке.
stroychik.ru
Врезка стальных штуцеров в трубопровод — Строительные СНИПы, ГОСТы, сметы, ЕНиР,
Главная > Врезка стальных штуцеров в трубопроводЕНиР
§ Е9-2-15. Врезка стальных штуцеров в трубопровод
Состав работы
1. Разметка штуцера и гнезда для него в трубопроводе.
2. Зачистка кромок гнезда и штуцера после газовой резки.
3. Установка и подгонка штуцера с поддерживанием при прихватке.
Нормы времени и расценки на 1 врезку
| Состав звена монтажников наружных трубопроводов | Диаметр врезаемых штуцеров, мм, до | Нормы времени | Расценки | № |
| 5 разр. — 1 | 50 | 0,73 | 0-56,2 | 1 |
| 3 » — 2 | 75 | 0,87 | 0-67 | 2 |
| 100 | 1,1 | 0-84,7 | 3 | |
| 150 | 1,4 | 1-08 | 4 | |
| 200 | 1,7 | 1-31 | 5 | |
| 250 | 2,2 | 1-69 | 6 | |
| 300 | 2,5 | 1-93 | 7 | |
| 400 | 3,2 | 2-46 | 8 | |
| 500 | 4 | 3-08 | 9 | |
| 600 | 4,7 | 3-62 | 10 | |
| 5 разр. — 1 | 700 | 5,4 | 4-19 | 11 |
| 4 » — 1 | 800 | 6,1 | 4-73 | 12 |
| 3 » — 2 | 900 | 6,9 | 5-35 | 13 |
| 1000 | 7,6 | 5-89 | 14 | |
| 1200 | 9 | 6-98 | 15 | |
| 1400 | 10,5 | 8-14 | 16 |
Примечание. При врезке штуцеров при помощи кранов и трубоукладчиков Нормы времени и Расценки умножать на 0,8 (ПР-1).
snip1.ru