Как гнуть листовой металл в домашних условиях
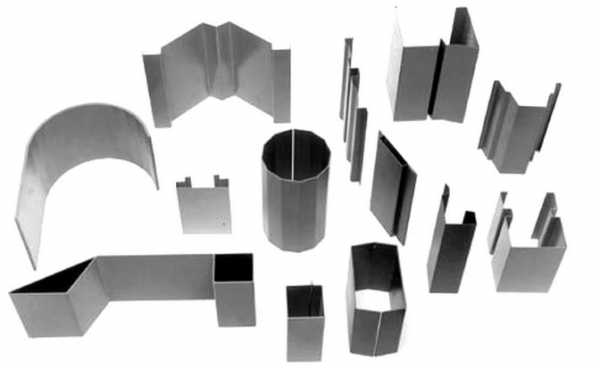
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
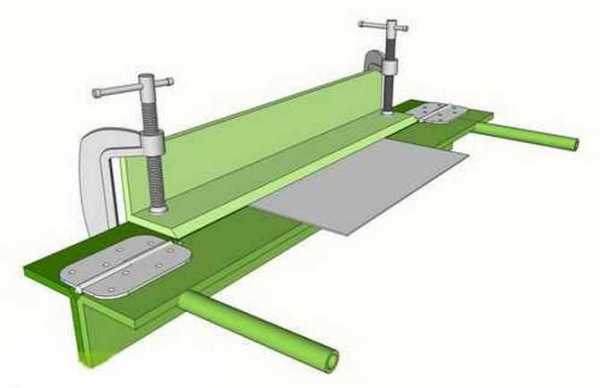
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
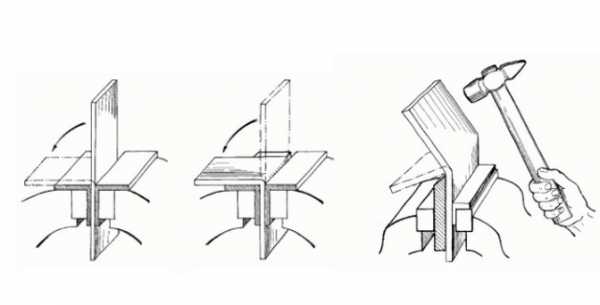
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
plavitmetall.ru
Гибка и гнутье листового металла различными способами и устройствами
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
tokar.guru
Гибка листового металла своими руками — Моя ковка
Как производится гибка металла своими руками? При выполнении строительных работ часто бывает нужно выполнить сгиб металлических элементов. Например, бывает необходимо согнуть листовой металл или трубы. Трубы, имеющие небольшой диаметр, сгибают при помощи тисков.

Сгибание металлических листов на гибочном станке происходит без сварки и не нарушает структуру металла.
Часто при выполнении строительных работ возникает необходимость согнуть трубы большого диаметра. Для такой работы нужны специальные станки, которые выполняют сгибание труб и металлических листов. Сгибаемый элемент при этом не получает повреждений.
При гибке деталей учитывают пластичность материала, его толщину, определяют радиус кривизны.
В чем заключается технология гибки металла?
Схема сборки самодельного листогиба: 1 – основание; 2 – гайка-маховичок; 3 – прижим; 4 – изгибаемый лист; 5 – струбцина; 6 – обжимной пуансон.
Гибка листового металла — это выполнение определенных действий, вследствие которых металлический лист приобретает нужную форму. Сгибание детали происходит без помощи сварочных или каких-либо других соединений, которые уменьшают прочность и долговечность материала.
При выполнении сгиба изделия растягиваются его наружные слои и сжимаются внутренние. Технология сгибания заключается в том, чтобы перегнуть одну часть детали по отношению к другой на необходимый угол.
Во время гибки материал подвергают деформации. Величина возможной деформации зависит от толщины материала, угла изгиба, пластичности и скорости сгибания.
Сгибание выполняют посредством оборудования для сгиба деталей. Данное оборудование сгибает элемент таким образом, чтобы готовая конструкция не имела повреждений.
Если согнуть элемент неправильно, то на его поверхности произойдут различные дефекты, вследствие которых на линии изгиба материал получит такие повреждения, что готовая конструкция может сломаться. Гибку производят для листов различной толщины.
Напряжение изгиба материала должно быть больше, чем его предел упругости. В результате гибки должна происходить пластическая деформация материала. При этом готовая конструкция после операции сгиба будет сохранять ту форму, которую ей придали.
Чертеж листогиба (деталировка): 1 – струбцина; 2 – щечка; 3 – основание; 4 – кронштейн; 5 – сварной прижим; 6 – ось; 7 – уголок пуансона.
Преимущества процесса гибки:
- Процесс имеет высокую производительность.
- В результате сгибания получается заготовка, которая не имеет шва.
- Готовая конструкция обладает высокой устойчивостью к коррозии.
- Изделие обладает высокой прочностью.
- На месте сгиба изделия не появляется ржавчина.
- Конструкция является цельной.
Недостатки:
- Процесс ручной гибки является достаточно трудоемким.
- Оборудование для сгиба имеет высокую стоимость.
В отличие от конструкций, выполненных методом сгиба листового металла, на сварных конструкциях есть сварной шов, который подвергается коррозии и ржавчине.
Сгиб изделий осуществляют вручную или при помощи оборудования. Ручной изгиб является очень трудоемким. Он выполняется при помощи молотка и плоскогубцев. Сгиб материала небольшой толщины выполняют киянкой.
Сгибание листового металла производят при помощи вальцов, пресса или роликовых станков. Чтобы листу придать форму цилиндра, используют ручные, гидравлические вальцы или вальцы с электроприводом. Таким методом изготавливают трубы.
Схема сборки рабочего хода: 1 – вкладыш из дерева; 2 – основание; 3 – щечка правая; 4 – изгибаемый лист; 5 – прижим; 6 – ось пуансона; 7 – пуансон; 8 – рычаг пуансона.
Гибка металла применяется в домашнем строительстве для изготовления водостоков, профилей, металлических каркасов, труб и других конструкций. При гибке листового металла своими руками можно изготовить трубы различного диаметра. При помощи станков изгибается материал с цинковым покрытием.
Если необходимо выполнить изгиб металла в домашних условиях, станок для сгибания можно изготовить своими руками. Для изготовления станка нужно выполнить шаблон из древесины, имеющий контур определенной, изогнутой формы.
При сгибе изделия нужно определить его размеры. Длину конструкции вычисляют с учетом радиуса изгиба листа. Для заготовок, сгибаемых под прямым углом, без создания закруглений, припуск на загиб должен составлять 0,6 от толщины листа.
Своими руками можно сгибать конструкции из пластичных металлов: меди, латуни, алюминия. Радиус изгиба зависит от качества материала и способа гибки. Изделия с небольшим радиусом закругления выполняют из пластичных материалов.
Вернуться к оглавлению
Гибка металла своими руками
Вернуться к оглавлению
Как изготовить скобу методом гибки
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
Вернуться к оглавлению
Как своими руками изготовить станок для гибки металла?
Приемы гибки металла: Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.
moyakovka.ru
Гибка листового металла — технология процесса
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов: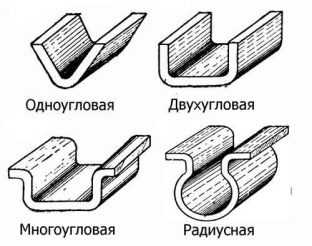
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость
а при больших деформациях — более точное уравнение вида
Таблица 2
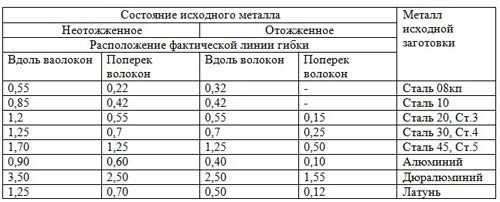
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
, где
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
wikimetall.ru
Как согнуть металлическую полосу без потери прочности
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 1200…) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 900. Для этого необходим брусок квадратного сечения из стали. 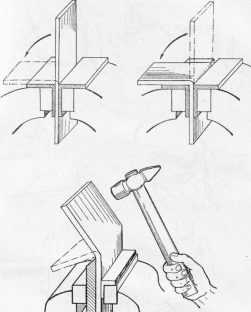 Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. 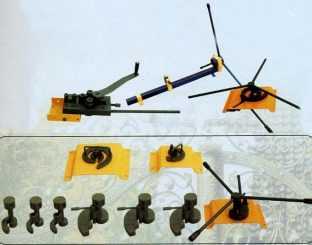 Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
wikimetall.ru
Гибка металла — основные способы и используемое оборудование
Гибка металла представляет собой способ придать заготовке новую форму тем или иным способом. При этом отсутствует выборка материала, резка или сварка. Необходимый результат достигается только за счет его пластического деформирования. При изгибании происходит сжатие одних слоев исходной детали и растяжение других. Такая операция близка по сути правке металла, при которой устраняются дефекты заготовок в виде выпуклостей, вогнутостей или волнистости.
Гибка металла, как альтернатива другим способам обработки металла, например, сварке, резке или клепке, имеет следующие преимущества:
- экономия материала, так как практически полностью отсутствуют отходы;
- сохранение механической прочности изделия, благодаря отсутствию сварных швов или других соединений;
- антикоррозийная стойкость, поскольку в месте деформации не происходит существенного изменения структуры металла по сравнению с той же сваркой;
- привлекательный вид изделия.
Существует несколько видов гибки металла. Все они определяются типом исходной заготовки, в качестве которой выступает, как правило, стандартный производственный сортамент. Перечислим самые распространенные из них.
Гибка листового металла
Технология гибки металла, представляющего собой лист, реализуется на специальных станках — листогибах. По способу гиба такие механизмы можно разделить на три вида:
- Прессовые. Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза. Листогибочный пресс является наиболее универсальным оборудованием, поскольку легко перенастраивается на разные задачи.
- Поворотные.
Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Для сгибания листа производится посредством гибочной балки, которая и является основным рабочим элементом. - Ротационные — двух, трех или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение.
Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов:
- ручной — используется мускульная сила человека;
- гидравлический — используется гидроусилитель;
- пневматический — используется сжатый воздух;
- механический — используется энергия раскрученного маховика;
- электромеханический — применяются электродвигатели с редукторами.
Одной из широко применяемых разновидностей листогибочного оборудования являются фальцегибочные или фальцепрокатные станки, которые предназначены для работы с тонким листом. Такое оборудование используют при изготовлении фальцевой кровли, воздуховодов, дымоходов.
Гибка металлических труб
Гибка труб из металла может выполняться горячим и холодным способами. Последний способ более технологичен и производителен. Приспособления и станки для этой операции используют разные методы гибки. Существуют следующие разновидности трубогибов:
- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
Для гибки тонкостенных труб применяют дорновые трубогибы, в которых используется специальная оснастка, называемая дорном. Это приспособление помещается в полость трубы в месте изгиба и препятствует возникновению деформаций металлических стенок.
Гибка металлопроката
Гибка металлического профиля производится методом проката, а не изгиба, в отличие от большинства трубогибов. Гибка стали осуществляется, главным образом, на профилегибочных валковых станках. Количество валков на них варьируется от 3-х до 5. Чем больше число валков — тем меньшего радиуса гиба можно добиться при более высоком качестве изделия. В случае необходимости (большой площади сечения или высокой прочности материала) может производиться разогрев заготовки изгибаемого изделия, например, токами высокой частоты.
Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов.
wikimetall.ru
Оборудование для художественной гибки металла – какое оно бывает? + Видео
Чтобы получить красивую декоративную решетку на окно, либо для ограды или балюстрады балкона, необходимо оборудование для холодной художественной гибки металла. Давайте разберемся, что это за приспособления.
1 Для чего нужно гнуть металлопрокат, и как это лучше делать?
Для изготовления кронштейнов козырьков над окнами и дверьми, а также для навешивания настенных фонарей и камер видеонаблюдения зачастую используются фигурные элементы из стальных полос, а также из прутка или арматуры. Такие детали можно заказать в кузнице или на предприятии, где установлены станки для гибки проката. Либо, как вариант, можно сделать механический инструмент для изготовления металлических орнаментальных элементов своими руками.

Фигурные элементы из прутка
Рекомендуем ознакомиться
Также немаловажно знать принцип действия автоматических приспособлений, которые можно приобрести для наладки массового выпуска фигурных деталей.
Разнообразие художественных элементов невелико, однако для каждого варианта требуется отдельная операция. Различают такие форм-факторы, как полоса или пруток со спиральным изгибом, пруток с кручением вокруг продольной оси, элемент с изгибом по определенному радиусу (до кольца) или волной, а также под углом. Также для придания конструкциям объема нередко используется гибка по большому радиусу. Универсальных аппаратов легкого класса с малой и средней производительностью очень мало, чаще встречаются модели, совмещающие комплекс для 2-3 типов гибки.
2 Автоматические станки для декоративного изгиба
Оборудование для получения декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, основанное на работе маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для простейшей операции – вальцевания металла. Да, именно на этой технологии основан метод получения изгиба малого радиуса, то есть для дуги используются 3 валика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть можно своими руками установить насадку и для навивки «улитки».
Данное оборудование считается довольно простым, поскольку не нуждается во включении в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала, используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в зажим, после чего станок проворачивает вал на необходимый угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.

Автоматическое оборудование для вальцевания металла
Для получения многовитковых улиток может быть сделано несколько поворотов шпинделя с поэтапной заменой насадок, либо с использованием сборного секционного шаблона. Похоже работает и станок для холодной художественной гибки металла «Декор 1», который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон могут быть вставлены валки различного диаметра или специальные шаблоны «улитки». Оборудование снабжено пультом ЧПУ. Оба устройства запускаются автоматически и вручную. Следующий станок можно назвать бюджетным их вариантом.
Аппарат для холодной ковки «Ажур 1М» предназначен для пуска и остановки шпинделя своими руками. Мощностью в 3 кВт и имеющий небольшие размеры (менее метра по любой из сторон и 1,2 метра в высоту), этот агрегат может быть установлен даже в домашней мастерской. Производительность – от 400 деталей типа «лапка», «улитка» и «волюта», «корзинка» и «торсион» на дополняющих модулях.

Аппарат для холодной ковки «Ажур 1М»
Выпускаются и зарубежные образцы подобного оборудования. В частности, UNV3 предназначен для завивки заготовок в «улитки» и «волюты», а также для продольного скручивания прутка с квадратным сечением. Предусмотрено и изготовление «корзинки». Однако оборудование с ЧПУ требует работы исключительно обученного оператора, поскольку, в противном случае, придется использовать ручной пуск станка, из-за чего большинство функций дорогого оборудования не будут задействованы.
То же самое можно сказать и про менее универсальный вариант V2-16 мощностью 1,5 кВт, который выполняет только операции по завивке «торсиона», изготовлению «корзинок» и производству «улиток». Оба агрегата при наличии цифрового пульта управления работают от педального пуска. Следует принять во внимание, что, независимо от используемого типа станка, материал должен обладать должной степенью вязкости и пластичности. Следовательно, высокоуглеродистые стали со значительной упругостью для этой цели не подходят.
3 Ручное производство декоративных металлических элементов
Помимо автоматических агрегатов сегодня в огромном количестве выпускается механический инструмент для фигурной деформации металлических полос и прутков с арматурой. Практически любое приспособление такого рода основано на вращении или повороте ворота, а также на рычажно-цепной передаче. Причем можно использовать как отдельные механические устройства, так и комплекс из нескольких узлов, соединенных на одной станине, разница между ними будет только в стоимости, производительность же абсолютно одинакова.
Давайте рассмотрим последовательно каждый инструмент для изготовления того или иного декоративного элемента из металла. Самое простое решение – вращение ворота вручную, то есть без использования различных передач, облегчающих мускульное усилие. Как правило, здесь можно упростить задачу только за счет предельно возможной длины плеча рычага. Например, элементарное устройство: стенд, на котором жестко закреплен упор для заготовки, а на некотором расстоянии от него – вращающийся вал, вокруг которого будет загибаться пруток, труба или полоса металла.

Инструмент для изготовления декоративных металлических элементов
Под рабочей поверхностью к оси вала прикреплен свободно двигающийся рычаг, имеющий дополнительную вертикальную ось на плече, выведенную над стендом через дугообразную прорезь. На ось надет второй вал, который будет прикатывать заготовку к первому. Такой инструмент дает возможность легко изготовить своими руками «волюту». Для закрутки «торсиона» на длинном массивном основании устанавливаются 2 станины, жестко закрепленная – на конце, и подвижная – на середине. Сквозь зафиксированную станину пропущен вал, на котором установлен ворот и имеется плашка с зажимами, обращенная вдоль основания к противоположному его концу. В свободно двигающейся консоли сделана проушина с болтовыми зажимами, куда жестко фиксируется заготовка.
Второй конец стержня с квадратным сечением зажимается в плашке. Далее вращением ворота придается нужное количество витков завиваемой по продольной оси детали. Этот же инструмент позволяет сделать своими руками корзинку из нескольких прутков. Вот еще один инструмент для механической художественной гибки металла. В центре рабочей поверхности приспособления имеется ось, на которую надевается сборный шаблон для улитки. Секции насадки имеют скошенные торцы для прочного стыка, а также удобные крепежи с небольшими отверстиями под пальцевое соединение. Когда дугообразные детали шаблона смыкаются в рабочее положение, получается ровная, плавно изгибающаяся спиралевидная конструкция.

Станок для механической художественной гибки металла
По центру, над зажимным пазом для заготовки, имеется бобышка ворота, в которую вкручиваются рукоятки рычагов. С небольшим отступом от надетой на ось насадки имеется длинная широкая прорезь, ориентированная от центра. В ней на пружине движется вал, который нужен для упора заготовки к шаблону при вращении ворота. И, наконец, последний инструмент, который можно приобрести для ручной гибки арматуры. Называется он очень похоже на операцию, которую выполняет, а именно – гнутик. Состоит из трех квадратных профилей, расположенных вплотную, два крайние из которых жестко закреплены на верстаке или станине.
Центральный движется продольно между крайними посредством поворота рычага (реечная передача). На неподвижных основаниях установлены ведомые валы прокатного стана, на центральном – ведущий, с воротом. Напротив него ближе к станине имеется место под сменный клин с заданным углом для углового загиба полос с упором на валы. Для получения дуги заготовка ставится между ведомыми и ведущим валами, поворотом рычага она гнется до нужного радиуса, далее вращается рукоятка для сообщения нужного изгиба всей заготовке.
4 Как самостоятельно изготовить устройство для гибки прутков и профилей?
Описанное оборудование несложно сделать самостоятельно, но гораздо эффективнее работать с электромеханическим станком. Поэтому, помимо ворота, вышеупомянутый инструмент можно своими руками снабдить цепной передачей на ось ведущего шпинделя от электромотора.
Однако наиболее эффективным будет решение с зажимным патроном от токарного станка, в бабках которого можно закрепить заготовку любой формы. Для этой цели можно задействовать остойчивый верстак, фиксируя на нем при необходимости подвижную консоль с проушиной под кручение «торсиона» или упор для наматывания спиральной улитки на закрепленную в патроне насадку.
Для изготовления колец своими руками, упомянутую ранее консоль с проушиной, которая располагается точно по центру патрона, можно отодвинуть на некоторое расстояние. Затем зажать бабками вал нужного диаметра (для удобства на его торцах могут быть более тонкие выступы под проушину и зажим). Также на валу устанавливается петля или иной зацеп для заготовки, которая затем, после включения электромотора и начала вращения шпинделя, начинает закручиваться пружиной вокруг шаблона. Желательно также своими руками сделать упор для прутка сбоку от оси вала. После снятия заготовку остается разрезать вдоль для получения колец по количеству витков.
tutmet.ru