что нужно для полуавтоматической сварки
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
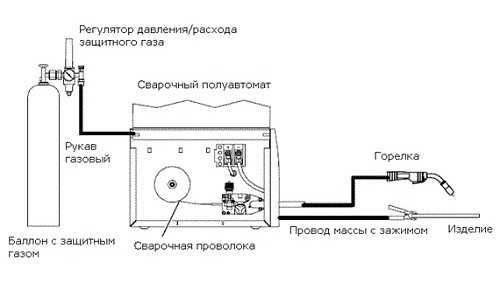
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
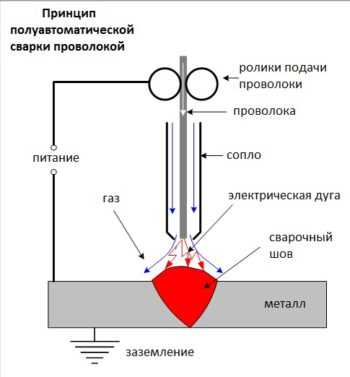
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
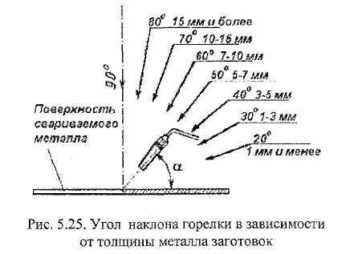
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
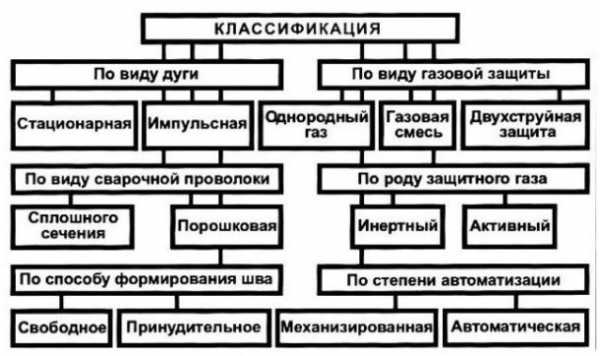
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
tutsvarka.ru
Чем отличается сварочный автомат от полуавтомата? Для новичка
Время чтения: 6 минут
Сейчас для сварки металла может использоваться самое разнообразное сварочное оборудование. В магазинах представлены различные агрегаты: сварочные инверторы, трансформаторы, выпрямители, полуавтоматы и, конечно, автоматы. Все они существенно отличаются друг от друга. И если рядовой домашний сварщик знает, что инвертор и трансформатор — это две абсолютно разные вещи. То разница между полуавтоматом и автоматом не так очевидна, если не знать особенностей этих аппаратов.

В этой статье мы подробно расскажем, что такое сварка автомат и полуавтомат чем отличаются два этих сварочных аппарата и какими преимуществами обладает автомат.
Содержание статьи
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Читайте также: Технология автоматической сварки под флюсом
Достоинства сварочного автомата
У сварочного автомата множество достоинств. И связаны они именно с отсутствием человеческого фактора. Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.
При этом автомату все равно, какую именно сварку производить. Это могут быть маленькие детали с тонкими швами, или конструкции больших размеров. Автомат никогда не устает и не требует отпуска, перерыва или больничного.

Даже если оператор случайно выставит не те настройки, эту проблему можно легко и быстро исправить. А если сварщик из-за своего физического или психологического состояния выполнит работу некачественно, заготовка отправится в брак.
Также автомат может выполнять сварку в труднодоступном для человека положении. И даже больше: регулировать все настройки в автоматическом режиме, если это необходимо. Например, многие автоматы способны без проблем восстановить заданные настройки и продолжить работу после внезапного отключения электричества. И для этого не потребуется помощь оператора.
Автоматы равномерно используют расходные материалы, поэтому на производстве никогда не будет перерасхода или «внезапного» исчезновения газа из баллона, бухт с проволокой и т.п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
Учтите, что во время автоматической сварки сам оператор не участвует в сварочном процессе, поэтому исключена угроза его здоровью и жизни. Это достоинство особенно важно на опасных производствах.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».

Зачем нужна полуавтоматическая сварка, если есть автомат?
Многие новички, прочитав эту статью, могут задаться подобным вопросом. Ведь с первого взгляда автоматическая сварка выигрывает во всем. Она экономична, производительна и исключает человеческий фактор. Но, не все так просто.
В большинстве случаев применяется именно полуавтоматическая сварка. Автоматы оправданы только на крупномасштабном серийном производстве, где работы производятся практически без перерыва. Но такие производства составляют очень небольшой процент среди сфер, где применяется сварка. В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование. Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.

Именно поэтому не существует ответа на вопрос: «Что лучше —сварочный аппарат автомат или полуавтомат?». Все зависит от конкретной ситуации. Где-то полуавтомат будет недостаточно эффективен, а где-то автомат съест весь бюджет предприятия и не оправдает себя.
Также учтите, что для автоматической сварки необходимо создать оптимальные условия. Настройка автомата — это дело непростое. Им должен заниматься специалист, понимающий все тонкости и сложности процесса. Машина не обладает интеллектом и порой не способна избежать критичных ситуаций. К тому же, сварочный полуавтомат гораздо дешевле и компактнее автомата. В большинстве случаев его даже можно перевозить вместе с баллоном на специальной тележке. Автомат не может этим похвастаться.
В остальном же, автоматический и полуавтоматический сварочный процесс ничем не отличаются, кроме присутствия человека. И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
Вместо заключения
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
Теперь вы знаете, что такое полуавтоматическая и автоматическая сварка, чем отличается одна технология от другой и в каких случаях применение автоматической сварки невозможно. Не смотря на то, что все работы проводятся практически без участия сварщика.
svarkaed.ru
Сварочные полуавтоматы и автоматы — их разновидности и классификация
Прежде чем приступить непосредственно к рассмотрению темы статьи, автор считает целесообразным пояснить, в чем разница между сварочными аппаратами категорий «автомат» и «полуавтомат». Их названия созвучны, и люди, которые профессионально сваркой не занимаются, нередко путаются в терминологии. Не вдаваясь в подробности классификации и реализованных технических решений, можно отметить принципиальную разницу по следующим параметрам.
Во-первых, точность сварки. У автомата она, естественно, выше.
Во-вторых, компактность и мобильность. Полуавтоматические сварочные аппараты представляют собой изделия блочного типа, которые, в зависимости от модели, имеют сравнительно небольшой вес и легко переносятся с места на место или перевозятся с объекта на объект. Учитывая малогабаритность таких изделий, они свободно умещаются в багажнике легкового авто.
Сварочные автоматы
Это оборудование для стационарной установки. Как вариант – аппараты на тележке с колесами. Но такая их мобильность ограничена площадью производственного помещения, а для транспортировки на расстояние нужна уже не легковая, а бортовая машина.

По всем остальным признакам (принципу функционирования, составу) полуавтоматы и автоматы схожи, поэтому рассмотрим категорирование сварочников на примере полуавтоматов. Автоматическое оборудование используется, как становится понятно, лишь на производстве, мы же рассмотрим в первую очередь аппарат для бытового применения и небольших частных предприятий.
Классификация сварочных аппаратов
По способу сварки
Проволокой. Представляет собой трубку с тонкими стенками, внутри которой находится специальная порошковая масса, выполняющая функцию флюса. Чтобы в процессе подачи проволока не деформировалась, в системе устанавливаются ролики, по которым она и перемещается.
В защитной среде. Используется газ, который подается на обрабатываемый участок. В обозначении модели присутствует литера, указывающая на его разновидность: «И» – инертный, «Г» – активный.
С флюсом. Точнее, под его слоем. Сварочники, функционирующие по такой технологии, подают в рабочую зону проволоку более толстую и без наполнителя. Порошок же поступает через воронку, которая расположена на горелке.
На заметку!
Есть полуавтоматы категории «универсальные». Они укомплектованы различными приспособлениями, позволяющими выполнять сварку любых видов.
По типу подающего механизма
Толкающий. Устанавливается непосредственно перед горелкой. Эффективен при сварке стальных заготовок.
Тянущий. Расположен на горелке. Такое инженерное решение имеет «минус» – нагрузка на руку сварщика возрастает, и он больше устает. В основном применяются при сварке деталей из алюминия.
Комбинированного действия. Эти механизмы универсального применения. Особенно полезны, если рабочая зона и корпус аппарата находятся на некотором расстоянии (определяемом длиной шланга).
По питающему напряжению
Однофазные. Наиболее удобные модели для бытового применения. Им достаточно обычной розетки на 220 В. Единственно, что нужно учесть при подключении – выдержит ли эл/проводка. Но скачки напряжения в сети из-за изменений нагрузки могут наблюдаться. Хотя если аппарат и небольшой мощности, на функционировании бытовых приборов в доме это особенно не отразится.
На заметку!
Значительное несоответствие мощности аппарата параметрам эл/сети чревато «просадками» напряжения, а это отражается на качестве сварки. Понятно, что не в лучшую сторону.
Трехфазные. Их целесообразно приобретать собственникам частных домов, так как линия 380 В уже подведена к строению. Преимущество в том, что такие сварочники не создают большой нагрузки на фазу, так как она распределяется по всем трем, равномерно.

По источнику питания
Это уже к вопросу о разновидностях полуавтоматов.
Трансформаторные. Традиционное исполнение. Если сварка ведется постоянным током, то после трансформатора напряжение поступает в выпрямитель.
 
ismith.ru
Сварочные автоматы — какие они бывают и где применяются?
Сварочный аппарат-автомат представляет собой устройство, где сварочная головка объединена со специальным механизмом, который обеспечивает подачу присадочной проволоки вдоль формируемого сварного соединения. Кроме того, здесь предусмотрены конструкции, позволяющие подавать флюс, несколько выносных пультов управления, которые позволяют быстро отрегулировать скорость подачи присадки, силу тока и много других немаловажных параметров, обеспечивающих качественный шов. Мощность аппаратов может серьезно отличаться.
Разновидности автоматических аппаратов
Стоит отметить, что автоматические аппараты могут быть специализированными или универсальными. Отличаются эти устройства по ряду признаков, которые, так или иначе, характеризуют их полезные эксплуатационные свойства:
- Сварочные автоматические конструкции бывают самоходными и несамоходными, причем последние получили название «подвесные»;
- Очень важна разновидность используемых электродов. Универсальное оборудование рассчитано почти на все типы, в том числе на неплавящиеся, производимые из вольфрама. Специализированные аппараты при проведении сварки пользуются только одним из разновидностей данного расходного материала;
- Тип плавки электрода – проводной, штучный либо ленточный;
- Способ защиты участка, где производится сварочная деятельность – флюс, защитная газовая среда (углекислый газ, аргон, гелий и другие вещества), комбинированная технология, где флюс сочетается с газовой средой;
- Разновидность используемого тока: оборудование может быть рассчитано на постоянный или переменный ток. В продаже сегодня имеются установки, которые способны работать при обоих разновидностях напряжения;
- Технология подачи присадочной проволоки: регулируемая в ручном режиме, регулировка осуществляется в зависимости от того, какое напряжение подается электрическую дугу;
- Методика формирования сварного соединения – свободная или принудительная технология;
- Способ регулирования сварочного тока – плавный, ступенчатый или комбинированный.
Технология проведения работ
Если планируется использовать сварочный аппарат-автомат, то в большинстве случаев вместо электродов будет применяться специальная присадочная проволока, которая наматывается на особую катушку. Она закрепляется в подающем механизме и подается в район формирующегося шва при помощи системы роликов. Автоматическая подача производится во многом за счет электрического двигателя.
Перемещение и выпрямление производится внутри данного механизма, после чего проволока попадает в мундштук, через который и выходит к сварной дуге.
В мундштуке дополнительно устанавливается контакт, проводящий электрический ток. Он будет контактировать с присадочной проволокой, за счет чего и станет возникать сварочная дуга. Расстояние между дугой и контактами невелико, поэтому сам процесс перемещения проволоки будет очень похож на технологию работы с коротким электродом, который будет сохранять примерно одинаковую длину в течение всего периода использования.
Рабочее пространство отличается незначительными размерами, особенно у аппаратов марки Leister, поэтому даже очень высокую плотность электрического тока можно направлять на расплавление металла и при этом не опасаться, что проволока или оборудование начнет перегреваться. Главным качеством автоматических аппаратов Ляйстер, как и у большинства других марок, является равномерная подача проволоки за счет надежного механизма, поэтому не придется делать поправку на дугу, изменяющую свою длину. Стоит отметить, что в продаже имеется оборудование фирмы Твинни Т, которое может зажигать дугу самостоятельно, без контакта с соединяемыми заготовками.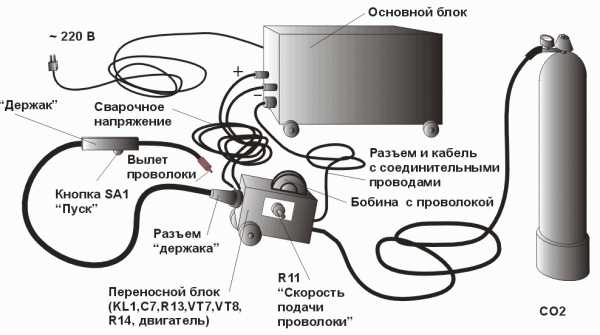
Основные задачи, которые позволяет решить сварочный автомат при соблюдении технологии выполнения работ, представляют собой набор следующих моментов:
- Скорость подачи присадочной проволоки находится в прямой зависимости от напряжения, под которым работает электрическая дуга, а также от ее плотности. Чем меньшей будет дуга, тем медленнее будет производиться подача расходного материала. Благодаря такому технологическому решению напряжение на дуге остается постоянным в течение всего времени проведения работ. Соответственно, расход проволоки будет оптимальным – не слишком маленьким, но и не слишком большим, что позволяет формировать наиболее качественное сварное соединение;
- Строительные и монтажные работы, осуществляемые при помощи данного оборудования, будут производиться в нормальном режиме даже в случае, если в сети возникнет короткое замыкание. Когда напряжение пропадает присадочный материал резко отводится от соединяемых заготовок. При восстановлении тока, проволока выдвигается и быстро замыкает дугу, делая ее стабильной.
Положительные и отрицательные качества автоматической сварки
Главной эксплуатационной характеристикой автоматического оборудования марок Твинни Т, Telmig 170 и других является максимально высокая производительность, которая в несколько раз выше по сравнению с ручной дуговой или полуавтоматической сваркой.
Кроме того, здесь к минимуму сведена вероятность влияния человеческого фактора. За счет этой особенности сварное соединение получается максимально ровным как в ширину, так и по толщине. Такую сварку очень удобно применять для работы в труднодоступных местах. Не приходится производить регулировку подаваемого на электрод напряжения и скорости его подачи к свариваемым элементам.
Человеку в процессе выполнения сварочных работ не приходится находиться в непосредственном контакте с отравляющими веществами, которые выделяются в процессе сварки, поэтому состояние его здоровья находится вне опасности.
Главным отрицательным моментом при использовании такой технологии являются довольно большие затраты времени, направленные на организацию процесса. Кроме того, шов при его формировании подкорректировать не представляется возможным, так как все основные его качества определяются устройством еще перед началом проведения работ.
electrod.biz
Сварочный аппарат автомат
Сварка своими руками
Сварка используется во всех отраслях промышленности, кроме как в возведении крупных строений. Стоит вспомнить, что эта станция производящая электроток для электродуговой резки и сварки, может включать в себя и дополняющие узлы. К таким узелкам распределяют генератор запитки устройств, устройство занижения электро нагрузки свободного хода, метод контроля тока, устройство прогревания бетона, аппарат обогрева мёрзлого грунта, блок обогрева льда на водохранилищах и озёрах, а также приспособление ВПР (воздушно-плазменной резки).

Очень часто, пользователи путают генераторные установки, которые имеют привод от коробки выбора мощи или от вала отбора мощности со сварочным автоматом, который имеет пригон от автономного двигателя внутреннего сгорания. Нужно точнее называть генераторные установки сварочной приставкой, потому как нет никакой автономности.
Сварочные автоматы разделяют на разные виды. Для спайки разных металлов нужны разные виды аппаратов. К примеру, для нержавеющих сталей используется автомат с отлично уравненным током ну или же вмонтированным осциллятором, чем могут быть выравниватель или электронный усилитель. Потому, и о таком виде сварки должно быть приведено на шильдике или в паспорте и также обязательно указан тип электрического проводника.

То, что исковой генератор, выделяющий ток, незаменим в нашей жизни, мы уже определились, но вот не у всех есть возможность приобрести его. Поэтому сейчас рассмотрим, как самостоятельно собрать инверторный аппарат для сварки. Почему инверторный? Потому, что инверторные автоматы имеют наибольший спрос, но также и высокую стоимость.
Для инверторного нужно найти электросхему, которая базируется на величине нужного тока для сварки, распространённости её комплектующих и реальности воспроизведения дома.
В стандарте max. уровень устанавливается в периоде от 40 до 130 А., это разрешает варить электродом в диаметре до 3 мм. Можно, и что говорит практика, нужно использовать для изготовления данного сварочного аппарата детали ненужных телевизоров.
Дальше учитываем, нужно ли устанавливать выходной трансформатор и вентилятор. Корпус, чаще всего, изготавливают из листовой стали. Дальше на верхнюю часть закрепляем тумблер и индикатор включения, чаще всего светодиодный, сопротивление переменное. На корпусе закрепляем зажимы для кабелей.

Но не стоит путать аппарат автомат с полуавтоматом для сварки, так как есть большое отличие, это выполнение сварки в инертном газе, что исключает окисление в зоне сварки. В итоге, на шве сварки нет грязи, шов ровный и эстетичный, не требующий дальнейшей обработки. Дополнительную информацию по изготовлению дома автомата сварки смотрите в видео в соседней вкладке.
Сначала рассмотрим, что же такое инвертор. Итак, инвертор это аппарат неизменного тока. Поступающее напряжение на входе выравнивается, затем перевоплощается в переменное напряжение, подающееся в трансформатор.
Инверторы различны. Они различаются весом, который обычно от 3 кг, габаритами и маленькой зависимостью от напряжения, входящего в инвертор. Как раз благодаря размерам, достоинством инвертора и есть мобильность.
Инверторы используют при нужде сварочных работ в полевых условиях или высотных работах. Для удобства в работе часто нужен удлинитель для инвертора.

Как же выбрать удлинитель для инвертора?
Итак, удлинитель – это шнур, который передает электрический ток. Если говорить точнее, то это часть техники безопасности, ведь для сварочных работ устройство обязано находиться на удалённости 2 м. Часто нужен такой аппарат, который будет достигать 20-30 м. И вспоминая закон Ома, если противодействие возрастает, то нагрузка снижается. Нужно выбирать такой удлиняющий элемент, который min имеет влияние на напряжение в электрической сети. Но, проще говоря, посмотрите на калибр проводки в месте, где будет использоваться удлинитель, и выбирайте его не меньшего диаметра, чем проводка.
Сварщики советуют не наматывать кабеля на катушки, так как создаётся явление возникновения электрического тока в закрытом контуре, в результате изменения магнитного тока, который проходит через него. В результате чего происходит перегревания кабеля и часто плавиться изоляция.

Нужно оставлять между частями складывающегося кабеля расстояния. Часто перегрев провода достигает до 70ºС при работе. Если перегрев больше, то нужно отложить работу на некоторое время. Если при повышении температуры провода выключился и сам прибор, то может быть причина в низком напряжении тока в сети.
Поэтому, при выборе удлинителя стоит учитывать все его характеристики и возможности. Помните, от его работы зависит ваша безопасность и безопасность окружающих.
ogodom.ru
Что лучше, сварочный полуавтомат или инвертор?
На современном рынке сварочного оборудования можно без проблем отыскать практически любую технику, которая подойдет даже для самых сложных типов работ. Среди самых распространенных вариантов оборудования, которое предпочитают современные сварщики, можно выделит два основных сегмента. Это сварочные инверторы и полуавтоматы. Они одинаково успешно применяются как в частной сфере, так и в промышленной. Чтобы разобраться в том, что лучше, сварочный полуавтомат или инвертор, необходимо ознакомиться с практическими нюансами этих устройств.

Сварочный полуавтомат и инвертор
Принцип сварки
Обыкновенные сварочные инверторы являются прямыми аналогами трансформаторов, только более современные и компактные. Они применяются для стандартного сваривания металлических деталей при помощи покрытых электродов. Это один из наиболее простых способов создать шов, с которым могут справиться как только начинающие специалисты, так и более опытные сварщики. Основной движущей силой здесь является электрический ток, который расплавляет электрод и создает сварочную ванну. Защитную функцию выполняет обмазка выбранного электрода.

Внешний вид сварочного инвертора
При использовании полуавтомата все обстоит немного по-другому. Хоть здесь основной силой и выступает электрический ток и именно дуга служит для поддержки сварочной ванны, в качестве расходных материалов используется сварочная проволока. Соответственно, для ее защиты необходимо использовать дополнительные средства. Только порошковая проволока с содержанием флюса может использоваться без них, так как уже содержит в себе необходимые вещества. В иных случаях может применяться защитный газ или дополнительный флюс. Это все оказывается более сложно, чем применение обыкновенного инвертора. Таким образом, если в плане приоритета что выбрать, полуавтомат или инвертор, для вас на первом месте оказывается простота эксплуатации, то инвертор будет более предпочтительным.

Внешний вид сварочного полуавтомата
Качество соединения
Одним из основных показателей для профессионалов является надежность полученного соединения. При способе, который получается обыкновенным инвертором качество соединения может пострадать от воздействия внешних негативных условий. Сварочная ванна оказывается подверженной влиянию воздушной среды и другим посторонним факторам. Если не применять такую технику для сварки алюми
www.samsvar.ru
Сварочные полуавтоматы и автоматы. Сварка
Сварочные полуавтоматы и автоматы
Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа) (рис. 92).
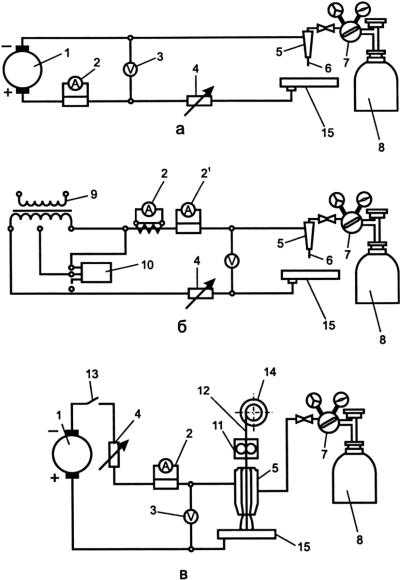
Рис. 92. Электрическая и газовая схемы сварки в защитных газах:
а – неплавящимся электродом в инертных газах на постоянном токе прямой полярности; б – то же на переменном токе; в – плавящимся электродом на постоянном токе обратной полярности; 1 – сварочный преобразователь; 2 – амперметр; 3 – вольтметр; 4 – балластный реостат; 5 – горелка; 6 – вольфрамовый электрод; 7 – редуктор-расходомер для защитного газа; 8 – баллон с защитным газом; 9 – сварочный трансформатор; 10 – осциллятор; 11 – механизм подачи проволоки; 12 – плавящаяся сварочная проволока; 13 – контактор; 14 – катушка с проволокой; 15 – изделие
Источником питания дуги служат сварочные генераторы постоянного тока с жесткой или пологопадающей внешней характеристикой. Для регулирования и получения малых значений сварочного тока и повышения устойчивости горения дуги в сварочную цепь включают балластные реостаты.
Используются газоэлектрические горелки различной конструкции. Наибольшее применение получила горелка типа ЭЗР. Выпускаются горелки типов ЭЗР–66 для сварки током до 150 А, ЭЗР–4–68 – до 500 А и ЭЗР–5–71 – до 80 А.
Электрододержатель типа ЭЗР–3–66 состоит из корпуса, сменного наконечника, рукоятки с устройством включения подачи газа и газо-токоподводящего кабеля. Диаметр сопла сменных наконечников 8 и 10 мм. Они позволяют использовать электроды диаметром 1,5, 2 и 3 мм, рассчитанные на сварочные токи до 150 А. Расход аргона составляет 120–360 л/ч. Масса горелки с газо-токопроводящим кабелем около 3 кг.
Для сварки при больших сварочных токах (до 450 А) применяют также горелки типов АР–10–3 (большая), АР–75, АР–9, снабженные системой водяного охлаждения.
Установка для ручной сварки переменным током состоит из источника питания дуги, осциллятора, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов.
Источники питания должны иметь повышенное вторичное напряжение, чтобы обеспечить устойчивое горение дуги. Для этого в сварочную цепь включают два сварочных трансформатора с последовательно включенными вторичными обмотками или применяют трансформатор типа ТСДА с повышенным вторичным напряжением холостого хода.
Осциллятор обеспечивает быстрое и легкое возбуждение и устойчивое горение дуги. Применяют газоэлектрические горелки типов ГРАД–200 и ГРАД–400, отличающиеся легкостью.
Горелка ГРАД–200 массой 0,2 кг допускает сварочные токи до 200 А, а горелка ГРАД–400 массой 0,4 кг – до 400 А.
Применяются установки УДАР–300 и УДАР–500 (номинальный сварочный ток 300 и 500 А). Взамен этих установок выпускаются установки типов УДГ–301 и УДГ–501. Установки типов УДГ–301 и УДГ–501 применяют для сварки сплавов легких металлов в аргоне. Такие установки имеют однофазный силовой трансформатор с неподвижным подмагничиваемым шунтом. Сердечник шунта с обмоткой, питаемой постоянным током, расположен перпендикулярно стержням трансформатора, на которых находятся секции первичной и вторичной обмоток. Два диапазона регулирования сварочного тока получают при параллельном соединении секций обмоток – большие токи и при их последовательном соединении – малые токи. В пределах каждого диапазона плавное регулирование тока осуществляют подмагничиванием шунта, изменяя ток, питающий его обмотку.
Полуавтоматическая сварка неплавящимся электродом производится шланговым полуавтоматом типа ПШВ–1, состоящим из сопла, вольфрамового электрода, корпуса, сварочной проволоки рукоятки, механизма подачи сварочной проволоки. ПШВ–1 предназначен для сварки металлов толщиной 0,5–5 мм. Полуавтомат снабжен электродвигателем, который через редуктор и гибкий вал, проходящий по шлангу, приводит во вращение ролики, расположенные на газоэлектрической горелке. Ролики протягивают по шлангу присадочную проволоку и подают ее в зону дуги. Скорость подачи проволоки диаметром 1–2 мм устанавливается в пределах 5–60 м/ч.
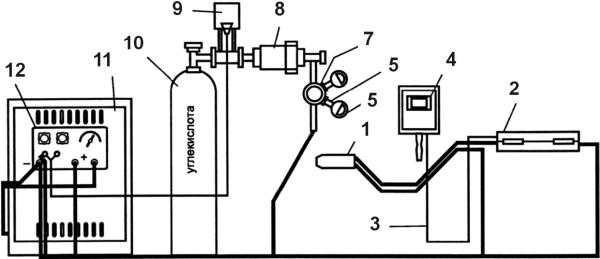
Рис. 93.
Схема поста полуавтоматической сварки тонкой электродной проволокой в углекислом газе:
1 – держатель; 2 – подающий механизм; 3 – кнопка включения; 4– защитный щиток; 5 – манометр на 6 атмосфер; 6 – переходной штуцер для установки манометра; 7 – редуктор кислородный с манометром высокого давления; 8 – осушитель газа; 9 – подогреватель газа; 10 – баллон с углекислым газом; 11 – сварочный выпрямитель; 12 – пульт управления
Сварку осуществляют постоянным или переменным током с включением в сварочную цепь осциллятора. Полуавтомат позволяет выполнять сварку во всех пространственных положениях шва. Полуавтоматическая сварка плавящимся электродом производится с помощью полуавтоматов типов ПШПА–6, ПШПА–7 и ПШП–9. Первые два типа предназначены для сварки электродной проволокой диаметром 1,6–2,5 мм при сварочном токе до 300 А, а последний тип – для сварки малых толщин проволокой диаметром 0,5–1,2 мм при сварочных токах до 180 А.
Комплект полуавтомата состоит из переносного пульта управления, механизма подачи электродной проволоки с кассетой и газоэлектрической горелки в виде пистолета. Электродная проволока вытягивается из кассеты по шлангу роликами, расположенными в пистолете. Ролики вращаются электродвигателем через редуктор с помощью гибкого привода. Пистолет полуавтомата ПШПА–7 предназначен для сварки многослойных швов деталей из алюминия, магния и их сплавов с толщиной кромки до 100–150 мм. Для предохранения от нагрева пистолет имеет водяное охлаждение. Пистолет состоит из сопла, механизма подачи проволоки, шланга для подачи проволоки, шланга для подвода аргона, проводов управления, рукоятки.
Для сварки в монтажных условиях рекомендуется ранцевый полуавтомат типа ПДГ–304, имеющий ремни для крепления на спине сварщика. Источником питания служит выпрямитель типа ВДГ–301. Сварочный ток – 315 А, диаметр сварочной проволоки 0,8–2,0 мм, скорость подачи проволоки 0,05–0,2 м/с. Масса механизма полуавтомата ПДГ–304–7 кг. Автоматическая сварка может производиться неплавящимся и плавящимся электродами.
Автомат типа УДПГ–300 служит для сварки в защитном газе. В его комплект входят: сварочная головка, механизм подачи проволоки, электродная проволока, кассета с электродной проволокой, кнопка управления, электродвигатель механизма подачи.
Применяются специализированные сварочные тракторы типа АДСП–2 для сварки черных и цветных металлов толщиной 0,8 мм и более.
Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6–2,0 мм.
Сварка в углекислом газе производится полуавтоматическими и автоматическими аппаратами. Полуавтоматическая установка состоит из сварочного преобразователя постоянного тока, газоэлектрической горелки, механизма подачи электродной проволоки, аппаратного шкафа, баллона с углекислым газом, осушителя, подогревателя, редуктора и расходомера. Применяют сварочные преобразователи типов ПСГ–350 или ПСГ–500–2.
Газоэлектрические горелки служат для подвода газа и подачи электродной проволоки в зону дуги и для подвода сварочного тока к электродной проволоке. Они выпускаются различных типов для малых сварочных токов (до 300 А) и для сварки на больших токах (до 1000 А). Последние снабжены водяным охлаждением.
Механизм подачи электродной проволоки используется от полуавтоматов типов ПШПА–6, ПШПА–7. Подача электродной проволоки производится с постоянной скоростью независимо от напряжения дуги.
Аппаратный шкаф содержит электрооборудование, необходимое для подвода сварочного тока и тока цепей управления к соответствующей аппаратуре установки.
Осушитель газа типа РОК–1, начиненный обезвоженным медным купоросом, применяют для удаления влаги из углекислого газа.
Подогреватель с электронагревательным элементом служит для подогрева углекислоты. Это необходимо для предупреждения замерзания редуктора, которое может произойти от понижения температуры газа при редуцировании.
Очень широкое применение получил полуавтомат типа А–547УМ (ПДГ–309), предназначенный для сварки листового материала толщиной до 3 мм во всех пространственных положениях электродной проволокой диаметром 0,8–1,2 мм с постоянным током обратной полярности. Источниками питания дуги являются выпрямители типа ВС–300Б или ВДГ–301. Сварочный ток устанавливается в пределах 60–300 А. Механизм подачи электродной проволоки вмонтирован в чемоданчик и состоит из электродвигателя постоянного тока, роликов и катушки с проволокой. Реостат, включенный в обмотку двигателя, позволяет плавно изменять скорость вращения электродвигателя и тем самым изменять скорость подачи электродной проволоки в пределах 100–340 м/ч. Электродная проволока применяется марок Св–12ГС, Св–08ГС и Св–08Г2С.
Для автоматической сварки применяют специальные сварочные аппараты типов АДПГ–500, АСУ–6 или сварочные тракторы типов АДС–1000–2, ТС–17М, переоборудованные для сварки в углекислом газе.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Автоматы сварочные
Разновидности сварочных полуавтоматов и автоматов, классификация и особенности конструкции
Прежде чем приступить непосредственно к рассмотрению темы статьи, автор считает целесообразным пояснить, в чем разница между сварочными аппаратами категорий «автомат» и «полуавтомат». Их названия созвучны, и люди, которые профессионально сваркой не занимаются, нередко путаются в терминологии. Не вдаваясь в подробности классификации и реализованных технических решений, можно отметить принципиальную разницу по следующим параметрам.
Во-первых, точность сварки. У автомата она, естественно, выше.
Во-вторых, компактность и мобильность. Полуавтоматические сварочные аппараты представляют собой изделия блочного типа, которые, в зависимости от модели, имеют сравнительно небольшой вес и легко переносятся с места на место или перевозятся с объекта на объект. Учитывая малогабаритность таких изделий, они свободно умещаются в багажнике легкового авто.
Это оборудование для стационарной установки. Как вариант – аппараты на тележке с колесами. Но такая их мобильность ограничена площадью производственного помещения, а для транспортировки на расстояние нужна уже не легковая, а бортовая машина.

По всем остальным признакам (принципу функционирования, составу) полуавтоматы и автоматы схожи, поэтому рассмотрим категорирование сварочников на примере полуавтоматов. Автоматическое оборудование используется, как становится понятно, лишь на производстве, мы же рассмотрим в первую очередь аппарат для бытового применения и небольших частных предприятий.
По способу сварки
Проволокой. Представляет собой трубку с тонкими стенками, внутри которой находится специальная порошковая масса, выполняющая функцию флюса. Чтобы в процессе подачи проволока не деформировалась, в системе устанавливаются ролики, по которым она и перемещается.
В защитной среде. Используется газ, который подается на обрабатываемый участок. В обозначении модели присутствует литера, указывающая на его разновидность: «И» – инертный, «Г» – активный.

С флюсом. Точнее, под его слоем. Сварочники, функционирующие по такой технологии, подают в рабочую зону проволоку более толстую и без наполнителя. Порошок же поступает через воронку, которая расположена на горелке.
Есть полуавтоматы категории «универсальные». Они укомплектованы различными приспособлениями, позволяющими выполнять сварку любых видов.
По типу подающего механизма
Толкающий. Устанавливается непосредственно перед горелкой. Эффективен при сварке стальных заготовок.
Тянущий. Расположен на горелке. Такое инженерное решение имеет «минус» – нагрузка на руку сварщика возрастает, и он больше устает. В основном применяются при сварке деталей из алюминия.
Комбинированного действия. Эти механизмы универсального применения. Особенно полезны, если рабочая зона и корпус аппарата находятся на некотором расстоянии (определяемом длиной шланга).

По питающему напряжению
Однофазные. Наиболее удобные модели для бытового применения. Им достаточно обычной розетки на 220 В. Единственно, что нужно учесть при подключении – выдержит ли эл/проводка. Но скачки напряжения в сети из-за изменений нагрузки могут наблюдаться. Хотя если аппарат и небольшой мощности, на функционировании бытовых приборов в доме это особенно не отразится.
Значительное несоответствие мощности аппарата параметрам эл/сети чревато «просадками» напряжения, а это отражается на качестве сварки. Понятно, что не в лучшую сторону. Трехфазные. Их целесообразно приобретать собственникам частных домов, так как линия 380 В уже подведена к строению. Преимущество в том, что такие сварочники не создают большой нагрузки на фазу, так как она распределяется по всем трем, равномерно.

По источнику питания
Это уже к вопросу о разновидностях полуавтоматов.
Трансформаторные. Традиционное исполнение. Если сварка ведется постоянным током, то после трансформатора напряжение поступает в выпрямитель.
Инверторные. Более совершенные модели. Они имеют массу преимуществ перед трансформаторными.
Достоинства инверторов
- Во-первых, более компактны и меньше весят.
- Во-вторых, могут преобразовывать постоянный ток в переменный.
- В-третьих, высочайшее качество сварки.
- В-четвертых, КПД в пределах 95%.
- В-пятых, возможность сваривания металлов с различной структурой (разнородных).
- В-шестых, значительные пределы регулировки тока, что увеличивает возможности аппарата.

По конструктивному исполнению
- С одним корпусом. Это наиболее удобные для бытового использования аппараты.
- Многокорпусные. Как правило, их 2. Источник тока + блок управления – в одном, подающий механизм + горелка – в другом.
По «шасси»
- Переносные. Они или устанавливаются на месте производства работ, или (в зависимости от длины соединительных шлангов) перемещаются с участка на участок вручную.
- «Мобильные». В нижней части корпуса находятся колесики, которые позволяют переустанавливать аппарат без больших усилий со стороны работника.

По применению
Профессиональные сварочники (используются на производстве).
Полупрофессиональные (для регулярного использования в небольших специализированных организациях – сервисы, мастерские, мелкий бизнес).
Любительские (бытовые). Они имеют несколько ограниченные возможности. Хотя характеристики конкретной модели определяются производителем и для каждого аппарата они свои, можно отметить некоторые общие особенности таких изделий:
- Во-первых, они все однофазные.
- Во-вторых, сечение проволоки, с которой может работать аппарат, не более: полнотелой – 1 (алюминий) и 0,8 (сталь), с наполнителем (порошковым) – 0,9 (мм).
- В-третьих, время непрерывной работы ограничено.
- В-четвертых, сварочный ток – до 200 А.
При выборе аппарата именно для бытового применения стоит обратить внимание на такие марки – «Контур» (17 550 – инвертор), «Мастер» (около 11 000), «ПДГ-200», серии 165, 205 (около 8 500), «Форсаж» (от 29 000 – инвертор). Хотя это и не единственные модели, о которых можно встретить много хороших отзывов.
*Цены указаны в российских рублях.
ismith.ru
Изучаем устройство сварочного автомата
Сварочный аппарат-автомат представляет собой устройство, где сварочная головка объединена со специальным механизмом, который обеспечивает подачу присадочной проволоки вдоль формируемого сварного соединения. Кроме того, здесь предусмотрены конструкции, позволяющие подавать флюс, несколько выносных пультов управления, которые позволяют быстро отрегулировать скорость подачи присадки, силу тока и много других немаловажных параметров, обеспечивающих качественный шов. Мощность аппаратов может серьезно отличаться.
Разновидности автоматических аппаратов
Стоит отметить, что автоматические аппараты могут быть специализированными или универсальными. Отличаются эти устройства по ряду признаков, которые, так или иначе, характеризуют их полезные эксплуатационные свойства:
- Сварочные автоматические конструкции бывают самоходными и несамоходными, причем последние получили название «подвесные»;
- Очень важна разновидность используемых электродов. Универсальное оборудование рассчитано почти на все типы, в том числе на неплавящиеся, производимые из вольфрама. Специализированные аппараты при проведении сварки пользуются только одним из разновидностей
www.samsvar.ru