Сварочный аппарат для новичка: как выбрать и использовать?
Время чтения: 10 минут
Если бы вы начинали постигать азы сварки полвека назад, у вас бы не возникло проблемы выбора сварочного аппарата. В вашем распоряжении мог быть только тяжелый большой трансформатор — классический примитивный сварочный агрегат. Чтобы его использовать, нужно обладать не просто поверхностными знаниями. Даже для банальной регулировки тока нужно механически изменить вторичное напряжение холостого хода. И это только один из способов. У вас не получится просто повернуть один тумблер, и забыть и дополнительных регулировках.

К счастью, сварочные технологии не стоят на месте, и производители сейчас производители могут предложить сварщикам самое разнообразное оборудование. Мы считаем, что большой ассортимент — это простор для выбора. Но для начинающих это скорее минус, чем плюс. Непросто разобраться в технических характеристиках, моделях, производителях и ценах. Мы облегчим вам эту задачу и расскажем, какой выбрать сварочный инвертор для начинающего сварщика.
Содержание статьи
Выбор сварочного аппарата
Тип аппарата
Какой сварочный аппарат выбрать для начинающего? Ведь теперь у новичков есть больше, чем просто громоздкий трансформатор. На полках магазина вы найдете выпрямители, инверторы, полуавтоматы… Какая между ними разница? Ответ на этот вопрос можно найти в нашей статье, посвященной разновидностям сварочных аппаратов. Рекомендуем прочесть ее, поскольку эта информация пригодится вам в дальнейшем. А пока скажем, что наиболее оптимальный вариант для новичка — это инверторный сварочный аппарат, он же инвертор. И далее мы поясним, почему.
Достоинства инвертора
У сварочного инвертора есть масса достоинств, которые особенно понравятся новичкам. Начнем с того, что инвертор — это самый популярный тип сварочного оборудования. Соответственно, их можно легко найти в продаже и без труда найти мастера по ремонту и обслуживанию. А обслуживание аппарата вам все-таки понадобится. Впрочем, об этом мы расскажем позже.
Еще одно преимущество инвертора — продвинутая электроника, внедренная прямо в корпус аппарата. Трансформаторы и выпрямители — это простейшие агрегаты, у них нет микросхем и дополнительных функций. А вот у инвертора есть. Электронная «начинка» позволяет сделать максимально интуитивное управление аппаратом. Для изменения силы тока достаточно прокрутить ручку регулировки до заданного положения. Например, если вам нужна сила тока 80А, прокрутите ручку до отметки «80». Все очень просто! И так с любыми другими функциями аппарата.

Электронная составляющая инвертора очень компактна, поэтому при производстве можно использовать корпуса разных размеров. В том числе, очень маленьких, весом до 5 кг. Такие аппараты можно повесить на плечо и забраться на высоту, чтобы выполнить там сварку. Так же для их хранения не нужно много места, стоят они недорого и продаются практически везде.
Благодаря всё тем же микросхемам у производителей появилась возможность внедрения новых функций в сварочный аппарат. У крупных брендов есть свои запатентованные функции, которые можно встретить только на их продукции. А некоторые функции уже стали обязательными для инверторов средней и высокой ценовой категории. Во многих моделях есть функция антизалипания электродов, функция быстрого поджига дуги (он же форсаж дуги) и пр. Все это упрощает работу сварщика, особенно если вы новичок.
Читайте также: Что такое форсаж дуги на сварочном инверторе?
Недостатки инвертора
Прочитав столько хорошего про инвертор, у вас наверняка появился закономерный вопрос: «Неужели все так хорошо и просто?». Увы, но нет. В мире не существует идеальных вещей и бесперебойных механизмов. Инвертор не стал исключением.
Технологичность инвертора, которую мы так расхваливали выше, может превратиться и в недостаток. Вы должны понимать, что чем сложнее устройство, тем дороже его ремонт. И тем чаще вы будете сталкиваться с поломками. Чтобы нормально отремонтировать инвертор нужно сдать его в сервисный центр или найти толкового мастера. А это лишняя трата времени, сил, и, что самое главное, денег.
Вы можете быть аккуратным и использовать инвертор, соблюдая все правила. Но поломки все равно будут случаться. Микросхемы инвертора очень чувствительны к пыли, грязи, перепадам температур и влажности. Все это приводит к выходу инвертора из строя.
Также хотим развеять миф о дешевизне сварочных инверторов. Конечно, вы без труда найдете аппараты, которые стоят буквально копейки (до 30$ и ниже). Но такие инверторы не годятся даже для учебы, поскольку работают из рук вон плохо и быстро ломаются без возможности ремонта. А качественный аппарат всегда стоит недешево. И маленький инвертор будет стоить дороже, чем огромный трансформатор. Потому что это сложное технологичное устройство. Если вы хотите сэкономить, то покупайте б/у аппараты или российские инверторы, они не так уж плохи.
Все эти недостатки не смогли убедить покупателей отказаться от инвертора. И это правильно. Глупо отказываться от современного удобного аппарата просто потому, что за ним нужен более тщательный уход. Это как отказаться от новенькой иномарки в пользу «копейки». Обслуживать «копейку» проще и дешевле, но она никогда не подарит тех же возможностей, что новое авто от зарубежного производителя.
Рекомендуемые характеристики
Итак, с типом аппарата мы разобрались, это будет инвертор. Теперь пора обратить внимание на технические характеристики. Ни в коем случае не покупайте аппарат «вслепую», ориентируясь лишь на цену и бренд. Обязательно ознакомьтесь с возможностями аппарата.
Начнем с производителей. Новичкам рекомендуем инверторы от фирмы «Aurora», «Fubag», «Elitech», «Patriot», «Ресанта», «Сварог». Эти производители хорошо себя зарекомендовали. У них неплохое качество, доступные цены, сервисное обслуживание. Конечно, существуют еще десятки других производителей, но перечисленные выше идеально подходят для новичка. При этом стоят недорого.

Дадим еще пару рекомендаций касаемо покупки инвертора. Не приобретайте самые дешевые модели и не совершайте покупки на странных сайтах или в полуподвальных магазинах. Лучше зайдите на сайт производителя инверторов и посмотрите список сертифицированных магазинов. Если на сайте нет такого списка, то напишите производителю на email. Спросите, кто является официальным поставщиком их оборудования в вашем городе. Так вы обезопасите себя от подделки и получите официальную гарантию, с которой потом можно обратиться в сервисный центр.
С брендами закончили. Теперь перейдем к самой важной характеристике — сварочном токе. Вы должны понимать, что если инвертор по документам рассчитан на 150А, то выдаст он максимум 100-120А. Это связано с тем, что КПД сварочного аппарата не может быть 100%. Поэтому подбирая силу тока учитывайте этот нюанс и выбирайте с запасом. Мы считаем, что 200А будет достаточно большинству новичков. Не стоит покупать аппараты с силой тока менее 120А. Они малоэффективны.
Также выбирайте инвертор с функцией защиты от перепадов напряжения. Скорее всего, вы будете брать его на дачу, а там напряжение почти всегда нестабильное. Это приводит к плохому качеству работ. А некоторых случаях и к выходу инвертора из строя. Так что не игнорируйте функции защиты от перепадов напряжения.
Эксплуатация аппарата
Вторая часть нашей статьи посвящена эксплуатации сварочного инвертора. Представим, что вы уже выбрали и купили свой первый сварочный аппарат и хотите приступить к работе. Если у вас достаточно времени и терпения, можете прочесть эту статью. Там мы подробно рассказываем обо всех нюансах, связанных с использованием инвертора. Здесь же мы приведем краткую выжимку из той статьи.
Сварочные кабели и их подключение
При работе с инвертором нужно начать не с самого инвертора, а с правильной коммутации. Во время проведения работ вы должны использовать два кабеля, которые подключаются к разъемам «+» и «-» на задней стенке инвертора. Не важно, в какой разъем вы будете подключать каждый из кабелей. Просто наугад вставьте один кабель в плюс, а другой в минус. А далее все будет сложнее.
К одному кабелю нужно будет подключить держак, а к другому деталь. И здесь уже важно, к какому именно кабелю будут они подключаться — к плюсовому или к минусовому. Чтобы разобраться с этой задачей, определитесь с полярностью. Если будете варить на прямой полярности, то подключите к держаку минусовой кабель, а плюсовой — к детали. Если варите на обратной полярности, то выполните те же действия, только наоборот.

Учитывайте, что данные рекомендации применимы только к инверторам, работающим на постоянном сварочном токе. Инверторы на переменном токе нужно подключать иначе. Мы рекомендуем покупать инверторы на «постоянке», они лучше держат дугу и больше подходят для новичка.
Перед началом работ и во время их проведения следите за кабелями. Они должны быть надежно закреплены в гнезде. Если хоть один кабель будет отходить, то дуга будет гореть нестабильно или может вовсе оборваться в самый неподходящий момент. Что касается длины кабелей, то постарайтесь не использовать очень длинные кабели. Оптимальная длина — не более 2 метров. Обычно в комплекте со сварочным аппаратом идут штатные кабели, но мы рекомендуем заменить их на более качественные.
Подбор режима сварки
Подбор режима сварки — это целая наука. Вы можете купить дорогой инвертор, качественные электроды, посмотреть десятки видео-уроков в интернете. Но качество работ все равно будет зависеть от режима сварки. Неправильно подобранный режим может испортить все. Поэтому нужно подходить крайне ответственно.
Итак, что же такое режим сварки? Говоря простыми словами, это совокупность настроек, которые вы выбираете для своих сварочных работ. Для каждой сварки должен быть свой отдельный режим. Поскольку не существует двух совершенно одинаковых деталей (только если это не конвейер). Обычно к режиму сварки относят силу тока, его род, напряжение, выбор электрода и пр.
Поскольку эта тема очень обширная, мы не сможем осветить ее в рамках этой статьи. Рекомендуем вам отдельно ознакомиться с этой и этой статьей. Там мы подробно все объясняем простым языком. Да, придется изучить много информации, прежде чем вы приступите к сварке. Но разобравшись однажды, вы уже не будете испытывать трудностей.
Сварка
Наконец, вы подключили кабели, настроили режим сварки и готовы к работе. Чтобы начать сварку, возьмите в одну руку держак (он же держатель для электродов) и вставьте в него электрод. Зачем зажгите дугу. Это можно сделать двумя способами: постучав концом электрода о поверхность металла или путем чирканья тем же электродом, словно спичкой. Первый метод проще, чем второй, и требует меньшего опыта.
Во время сварки электрод будет плавиться, и уменьшаться в размере. Поэтому, когда его длина достигнет всего 2-3 сантиметров, его нужно сменить. Чтобы заменить сварочный электрод остановите сварку и только после этого достаньте стержень из держателя. Вставьте новый и продолжайте работу.
Обслуживание
После приобретения сварочного инвертора вы должны не только научиться его использовать, но и понять, как его правильно обслуживать. Самое главное, что нужно выполнять регулярно — это очистка самого аппарата и его микросхем от пыли. Такая процедура проводится в любом сервисном центре. Опытные сварщики самостоятельно чистят свои аппараты, но мы не рекомендуем выполнять такие работы новичку. Профессионалы используют для очистки специальные приборы и сжатый воздух. Вряд ли у вас в гараже есть такое оснащение. Поэтому отдайте инвертор специалисту и спите спокойно.

Периодически сами проверяйте исправность всех кабелей. Особенного сетевого. Сетевым называют тот кабель, с помощью которого аппарат подключается к розетке. Не должно быть разрывов или заломов. Желательно проверять кабели раз в месяц.
Вместо заключения
Это все, что вам нужно знать о покупке и эксплуатации сварочного аппарата, если вы новичок. Мы постарались подробно, но в то же время понятно рассказать об основных моментах, на которые нужно обратить внимание, если вы ищете сварочный аппарат для начинающего. Конечно, некоторые нюансы остались в тени, иначе пришлось бы растянуть этот материал до бесконечности. Но, поверьте, этой информации достаточно для выбора своего первого инвертора. Вам даже не понадобится совет от продавца в магазине.
Кстати, о продавцах. Внимательно следите, что вам продают. Если вы решили совершить покупку в первом попавшемся магазине, а не у официального представителя, то попросите сертификат качества. Он подтверждает, что аппарат исправный, подлинный и соответствует всем современным нормам. Сертификаты, конечно, подделывают, но редко и неумело.
Также будьте бдительны при общении с консультантами магазина. Они могут лихо заставить вас купить инвертор намного дороже или намного дешевле, объясняя это абстрактными понятиями. Вроде «нормальный аппарат», «у меня у самого такой же», или «он дороже, потому что качественнее и мой сосед говорит, что он хороший». Все эти аргументы не имеют ничего общего с действительностью. Помните, что задача продавца — продать, а не помочь вам купить самое лучшее. Желаем удачи в работе!
svarkaed.ru
Сварка инвертором для начинающих. Инструкция по инверторной сварке.
 Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.Содержание статьи
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.

Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как сваривать детали? Основные приемы и секреты для начинающих.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.

Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.

Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
 Движения электрода при сварке инвертором
Движения электрода при сварке инверторомС чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.

Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
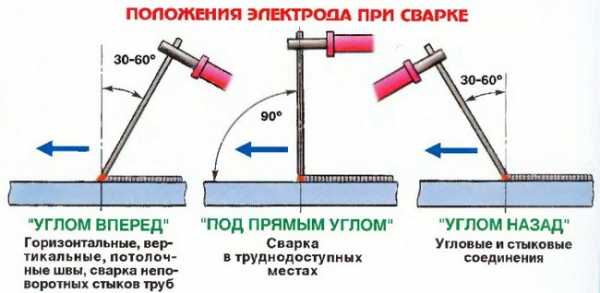
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.

Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
[Всего голосов: 7 Средний: 4.3/5]svarkaed.ru
Инверторная сварка: основы работы для новичков

Для произведения сварочных соединений существует три вида аппаратов: выпрямители, трансформаторы и инверторы. Каждый из них имеет свои преимущества и актуальность применения при определенных обстоятельствах. Сейчас подробно рассмотрим, что такое инверторная сварка, как и чем она производится, что для этого нужно и по какой технологии стоит работать.
Содержание статьи
Сварочный инвертор: что это
Инвертор представляет собой устройство, используемое для преобразования электрической энергии стандартной сети с напряжением 220В в переменный ток, но уже с более высокой частотой. Суть его работы можно подробнее рассмотреть на рисунке:
Переменный ток с частотой 50 Гц от сети попадает в аппарат на сетевой выпрямитель №1 и преобразуется в постоянный. Затем он сглаживается через сетевой фильтр №2 и перетрансформируется опять в переменный ток в модуле №3 (это и есть инвертор – преобразователь частоты), но уже с частотами до 100 кГц. После этого, напряжение понижается в трансформаторе №4 до 50-60В, а ток увеличивается до показателя, который необходим для сварки (60-200А). Далее №5 модуль выпрямляет переменный ток. Все эти процессы перехода тока контролируются специальным блоком управления №6.
Устройство имеет огромное преимущество в сравнении с другими сварочными аппаратами, так как он единственный может преобразовать энергию. Кроме этого, он обладает рядом других преимуществ:
- экономичность — сам аппарат стоит не дорого и за счет высокого коэффициента полезного действия энергию «мотает» умеренно;
- доступность — данный аппарат можно приобрести в любом магазине бытовой техники;
- мобильность — агрегат весит не более 10 килограмм, в зависимости от модели. Его легко транспортировать;
- универсальность – при разных настройках данным аппаратом можно сварить любой металл;
- невысокие требования – достаточно напряжения в 170В в сети, чтобы варить электродом 3мм;
- простота в использовании и легкость в обучении – он не требует ученой степени достаточно разобраться в базовых понятиях и элементарных настройках.
 Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.Как выбрать аппарат
Что такое инверторный сварочный аппарат – разобрались, теперь нужно ознакомиться с основными критериями его выбора. Ведущие производители выпускают множество моделей с различными функциями и параметрами. Покупая такое оборудование, надо отнестись ответственно и обратить внимание на следующие показатели:
- Питание сети. Устройства бывают однофазные, работающие от стандартной розетки в 220В. Они отлично подойдут для домашнего использование, но силу тока больше, чем 200А не выдадут. Трехфазные, которым требуется напряжение 380В относятся к классу профессионального оборудования, они более мощные, но и дорогие, соответственно;
- Величина сварочного тока – это показатель, в зависимости от которого выбирается толщина электрода для спайки деталей. Диапазон тока в разных моделях колеблется от 5А до 350А и для них подходят электроды от 1,6 мм до 5мм. Для домашнего использования подойдут аппараты с силой до 200А, на которых свободно можно применять «троечку»;
- ПН (продолжительность нагрузки) – это параметр, означающий время работы одного цикла до выключения. В документах к технике указывается ПН, но следует учесть, что на практике он «тянет» 60%. То есть, если в паспорте написано 10 минут, то он выдержит 6, что вполне достаточно для промышленного и бытового использования.
- Дополнительные функции, которые присутствуют во многих моделях. Например, Arc-Force стабилизирует дугу, то есть, при случайном прерывании автоматом увеличивается сила тока для ее удержания. Tig позволяет подключить аргон (эта опция превращает инвертор в универсальный аппарат для сварки разных видов металлов). HOT- START облегчает контактный поджог дуги (достаточно просто коснуться кончиком проводника поверхности и дуга возбуждается автоматически). Anti Stick препятствует прилипанию электрода к свариваемым поверхностям. Наличие небольшого экрана, на котором видно текущие настройки для работы – упрощают обучение новичкам.
Подготовка к работе
Разобравшись, что такое сварочный инвертор и как он работает, можно приступать к делу. Изначально нужно подготовить все необходимое:
- Защита — это все те средства, которые применяются в целях безопасности. Перчатки из плотного тканевого материала (резиновые – под запретом) защитят кожу в случае попадания искры. Очки или маска (лучше использовать «Хамелеон»), которые защитят глаза от «зайчиков». Роба – это форма одежды, которая стойкая к горению. Она защищает все тело и основную одежду, если разбрызгивается плавящийся металл.

- Рабочее место – одно из главный условий безопасности. Стол для сварки должен быть железным, без покрытия лакокрасочными изделиями. Мастер во время работы должен стоять на деревянной подложке. Важно проводить работы в помещении, где нет легковоспламеняющихся предметов и материалов.
- Выбор электрода зависит от толщины и типа металла. Проводники в продаже обозначены специальной маркировкой для определенного типа изделий. Например, электродом для чугуна нельзя варить сталь. Электроды для инверторной варки указаны в таблице ниже:

- Подготовка металла заключается в его очищении от грязи и различных покрытий, которые могут помешать свариванию. По возможности их нужно закрепить, чтобы они не двигались под воздействием высокой температуры.
- Настройка силы тока в зависимости от типа и толщины изделия:

Технология инверторной сварки
Когда все готово к работе , это означает, что можно начинать. Первым делом необходимо поджечь дугу. Это может производиться тремя способами – чирканьем, постукиванием или касанием ( в случае, если в аппарате есть функция автоматического поджога). Как только она образовалась нужно начинать расплавлять металл, чтобы образовалась сварочная ванна, где потом, когда металл кристаллизуется, останется качественный шов. На этом этапе очень важно положение электрода по отношению к поверхности. Вести можно прямо под углом 90 градусов или наискось, под углом 30-60 градусов. Прямо вести электрод нельзя. Его нужно перемещать «петельками», «зигзагом», «треугольниками». Выбор узора, по которому будет реализоваться шов, для начинающих – по желанию. Потом с опытом, мастер сам поймет, в каких положениях ему удобнее вести проводник тем или иным способом. И, наконец, немаловажным моментом является удержание дуги. Для этого необходимо четко соблюдать равномерное расстояние между металлом и электродом. В идеале это 2-3 мм. При подымании проводника дуга теряется и от этого страдает шов. Есть агрегаты с функцией автоматического удержания дуги, если не получается вручную, лучше воспользоваться такой опцией. Если и так все получается, значит мастеру не потребуется дополнительная возможность техники.
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
[Всего голосов: 1 Средний: 1/5]svarkaed.ru
Сварка инвертором для начинающих в домашних условиях
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.

Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
instrumentiks.ru
Инструкция по эксплуатации сварочного аппарата для новичков
Время чтения: ≈15 минут
Инструкция по эксплуатации — документ, который, как известно, никто никогда не читает. И не важно, что мы приобрели: соковыжималку или сварочный аппарат. Мы заведомо думаем, что способны разобраться со всеми тонкостями прямо во время выполнения работ.

И если с соковыжималкой такая тактика вполне оправдана, то со сварочным аппаратом у вас вряд ли получится добиться хорошего результата сварки без изучения инструкции.
Содержание статьи
Общая информация
Так зачем вообще необходимо изучение инструкции по эксплуатации? Инструкция по эксплуатации может стать вашим пособием по работе с аппаратом, если вы новичок. Прочитав ее один раз вы уже получите много полезной информации и сможете выполнить вашу первую сварку.
А если вы сварщик на производстве, то изучение инструкции просто обязательно. Дело в том, что инструкция по эксплуатации аппарата позволяет быстро и просто прочитать производственные инструкции на любые типы сварочных работ. Производственная инструкция включает в себя техническое задание, типы используемого оборудования и расходников, а также непосредственно инструкцию по эксплуатации сварочного аппарата.
В этой статье мы приводим стандартную инструкцию по использованию сварочного инвертора. Конечно, инструкция может отличаться для каждого отдельного сварочного аппарата, но суть их эксплуатации одна. Так что прочтя эту статью вы сможете использовать абсолютно любой сварочный инвертор без необходимости изучения дополнительной информации.
Читайте также: Выбор сварочного инвертора
Инструкция по эксплуатации
Инструкция по эксплуатации сварочного инвертора состоит из нескольких шагов, которые нужно один раз изучить и просто запомнить. Дальше будет проще.
Подключение сетевого кабеля
В комплекте со сварочным аппаратом должен быть сетевой кабель. Проверьте его целостность. Присоедините кабель к инвертору, а затем подключите к розетке с напряжением 220В. Проверьте, насколько правильны все соединения. Убедитесь, что горит индикатор питания сварочного аппарата.

Подключение сварочных кабелей
У любого сварочного инвертора на корпусе есть два разъема, обозначенных символами «+» и «-». Проще говоря, плюс и минус. В них вставляются кабели вне зависимости от типа работ. Просто подключаются. Но затем кабели нужно правильно подсоединить к держаку и к детали, которую вы будете варить. Здесь все зависит от того, какую полярность вы выберите для работы.

Если собираетесь варить с прямой полярностью, то минусовой кабель подключите к держаку, а плюсовой — к свариваемой детали. При работе с обратной полярностью все с точностью наоборот. Подробнее об особенностях работы с обратной полярностью мы рассказывали в этой статье.
Отметим, что эти рекомендации применимы к инверторам, работающих на постоянном токе.
Читайте также: Применение электродов для постоянного тока
Как выбрать верный способ подключения? Здесь нет однозначных рекомендаций. Нужно знать тип сварочных работ, тип свариваемого металла и тип применяемых электродов. Прочтите сварочные ГОСТы, чтобы лучше разобраться в этой теме.

Следите, чтобы все кабели были надежно подключены. Если один из кабелей будет отходить от разъема, то велика вероятность нестабильного горения дуги или ее обрыва. Постарайтесь не использовать слишком длинные кабели. Иначе дуга тоже будет гореть нестабильно и слабо. Если вам нужно уменьшить напряжение в кабелях, то просто используйте кабели большей толщины. Выбирайте кабели от известных производителей или используйте кабели, идущие в комплекте с аппаратом.
Выбор режима сварки
Выбор режима сварки — самый главный этап. От него зависит исход всей работы. Режим сварки — это совокупность различных настроек, которые нужно установить перед сваркой. Например, силу тока, напряжение, род тока и скорость сварки. Выбор диаметра электрода также относится к режиму сварки.
Теме выбора режима сварки мы посвятили несколько статей: тут и тут. Прочтите их, чтобы быть в курсе дела. Эта тема очень обширная и непростая. Но разобравшись один раз вы больше не испытаете никаких трудностей.
Сварочный процесс
После того, как вы все подключили и установили режим сварки можно приступать к работе. Возьмите в руки электродержатель (на жаргоне просто «держак») и установите в него электрод. Затем постучите концом электрода по поверхности металла, чтобы зажечь дугу. Можно не стучать, а провести электродом по металлу, словно поджигаете спичку. Но такой метод требует сноровки.
Рано или поздно вам придется сменить электрод, поскольку старый сгорит. Рекомендуется менять электрод, когда остается всего 2-3 сантиметра стержня в держаке. Чтобы сменить электрод сварку нужно приостановить, нажать на ручку держака и достать электрод. Затем вставьте новый стержень и опустите ручку до упора.
Техника безопасности
Техника безопасности — обязательный раздел для изучения. Не приступайте к работам, пока не запомните все правила.
- Не используйте аппарат, если повреждены кабели и/или их изоляция, вилка, корпус сварочного аппарата.
- Сварщик должен использовать сварочные перчатки и ни в коем случае не брать кабели голыми руками.
- Обязательно отключайте инвертор, если не используете его.
- Не переключайте режим сварки прямо во время работы, аппарат может сломаться.
- Если не используете аппарат, отключайте кабель, идущий к электроду.
- Если произошли непредвиденные ситуации отключите инвертор с помощью аварийного выключателя.
- Сварочные работы должны проводиться с использованием сертифицированных комплектующих, соответствующих требованиям безопасности.
- Не вдыхайте пары во время сварки.
- Обеспечьте хорошую вентиляцию на рабочем месте.
- Используйте защитную одежду и маску, не забывайте о головном уборе, обуви и упомянутых выше перчатках. Одежда должна быть изготовлена из негорючего материала.
- Не допускайте к рабочему месту посторонних людей. Либо обеспечьте им должный уровень безопасности.
- Чтобы снизить вероятность пожара уберите из рабочей зоны все легковоспламеняющиеся предметы.
- Держите рядом огнетушитель или любые другие средства пожаротушения. Ознакомьтесь с инструкцией по эксплуатации этих средств.
- Не работайте с емкостями, которые находятся под давлением.
- Не работайте с неочищенными емкостями, в которых находились легковоспламеняющиеся жидкости.
- Не работайте в запятнанной от легковоспламеняющихся жидкостей одежде.
- Не носите в карманах рабочей одежды спички или зажигалку.
- Следите за уровнем шума во время проведения сварочных работ. Повышенный уровень шума может привести к частичной или полной потере слуха. Используйте дополнительные способы защиты слуха.
Правила проведения сварочных работ
Правила сварочных работ могут отличаться в зависимости от используемой вами модели сварочного инвертора. Например, в некоторых моделях может быть повышенная защита от попадания пыли и влаги, а посему они не требуют тщательных условий хранения и могут использоваться в полевых условиях.
Также некоторые инверторы оснащены индикаторами, которые сигнализируют о перегреве аппарата. После этого аппарат нужно выключить и дать ему остыть. Но если в вашей модели нет такой индикации, то за температурой придется следить самому.
Если вы временно приостановили сварочные работы или закончили их, выключите сварочный инвертор из сети. Если вместе с вами в рабочей зоне находятся другие люди, то установите для них специальный экран, чтобы защитить от излучения и искр.
Используйте защитную одежду из плотной негорючей ткани, не забывайте о защитной маске (мы рекомендуем маску-хамелеон), обуви и перчатках. Обувь не должна проводить ток. Если у вас нет такой обуви, то можете использовать резиновый коврик. Не храните в рабочей одежде легковоспламеняющиеся предметы.
Проверяйте исправность кабелей и самого инвертора перед проведением сварочных работ. Следите, чтобы все кабели были подключены правильно. Соблюдайте технику безопасности, чтобы избежать причинения вреда здоровью.
Перед сваркой тщательно зачистите свариваемые поверхности. Не должно быть следов коррозии, масла, грязи, краски и т.д. Для очистки используйте растворитель, наждачную бумагу, шлифовальные круги и прочее.
Читайте также: Подготовка металла под сварку
Дополнительные правила
Следите за уровнем пыли в воздухе в вашей рабочей зоне. Все допустимые нормы загрязнения воздуха можно найти в сварочных ГОСТах. Учтите, что у них не учитываются выбросы от самого сварочного аппарата.
Если позволяет место работы, поставьте сварочный инвертор в тень. Не подвергайте его воздействию прямых солнечных лучей и осадков. Да, существуют модели с повышенной степень защиты, но они редко встречают в гаражах домашних сварщиков или на небольшом производстве. Так что постарайтесь хранить аппарат правильно. Подробнее о хранении мы рассказываем ниже в разделе «Хранение сварочного аппарата».
Сварочным работам необходима достаточная вентиляция. Идеальный вариант — установка прямого вентиляционного колпака в 60 сантиметрах от места сварки. Если этих мер недостаточно, то нужно использовать специальные системы защиты от ветра и дыма.

Отдельно хотим сказать про подключение инвертора к сети. Не стоит использовать напряжение больше стандартных 220В. Если вы будете использовать, например, 380В, то рискуете сломать сварочный аппарат и навредить своему здоровью. Также следите, чтобы напряжение было более-менее стабильным. Некоторые модели инверторов защищены от перепадов напряжения и продолжают стабильно работать даже при полном отключении электричества. Естественно, кратковременном.
При подключении сварочного аппарата инвертора к розетке в 220В нужно защитить саму розетку системой автоматической остановки подачи электричества в случае возникновения неисправностей в проводке или в самом аппарате. Не используйте розетку без заземления.
Если вы долго не использовали сварочный аппарат, то проверьте его сопротивление между каждой обмоткой. Идеальный показатель — не менее 2.5 мегаом.
Обслуживание сварочного аппарата
Базовое обслуживание аппарата — это его очистка от загрязнений и пыли. Такую очистку нужно проводить регулярно. Техническое обслуживание аппарата должен выполнять специалист в сервисном центре или на производстве. Не выполняйте техническое обслуживание, если не имеете достаточных навыков и опыта.
Перед обслуживанием отключите аппарат от сети. Протрите все кабели и корпус влажной тряпкой или специальным средством, если загрязнения въелись. Не разбирайте корпус инвертора без надобности. Не используйте мокрую тряпку для очистки. Не заламывайте провода во время очистки, и в целом выполняйте обслуживание аккуратно.
Если вы отдадите инвертор специалисту, то он должен очистить аппарат от пыли с помощью сжатого воздуха. Зачастую для этого используют воздушный компрессор. Если определенные детали постоянно замасливаются, то их нужно регулярно чистить тряпкой. Также специалист должен осмотреть, насколько надежно скреплены все детали и подогнать их, если есть необходимость.
Также специалист по техническому обслуживанию должен регулярно проверять все кабели на предмет разрывов и неисправностей. Такую проверку нужно выполнять либо перед отправкой аппарата на длительное хранение, либо раз в месяц.
Хранение сварочного аппарата
Хранение аппарата не менее важно, чем его правильная эксплуатация. От хранения во многом зависит срок службы инвертора и частота его поломок.
Инвертор можно хранить в коробке, в которой он поставляется. Но лучше использовать пластиковую упаковку. Это может быть пакет из плотного полиэтилена, рулонная упаковка и т.д. Словом, защитите ваш аппарат от попадания пыли, грязи, воды и снега. При этом не нужно упаковывать инвертор плотно, оставьте отверстия для доступа воздуха.
Современные аппараты способны храниться при экстремальных температурах (от +50 до -20 градусов), но мы не рекомендуем экспериментировать. Лучше храните инвертор при комнатной температуре. Не храните аппарат прямо на земле (даже в упаковке), в сыром подвале или в месте с повышенной влажностью.
Типы поломок
В ходе работ у вашего сварочного аппарата могут возникнуть неисправности. Они возникают по самым разным причинам: начиная от банального износа деталей, заканчивая неправильными условиями эксплуатации или браком при производстве аппарата. Ниже вы можете видеть список типичных неисправностей инвертора и методов их устранения.

Вместо заключения
Вот и все, что мы хотели рассказать вам об эксплуатации сварочного инвертора. Инструкция по использованию сварочного аппарата — это самый простой и понятный документ из всех, которые вам придется изучить за время своей рабочей практики. Если вы домашний мастер, то достаточно дополнительно изучить ГОСТы по интересующим технологиям сварки и приступать к работе.
А если вы сварщик на производстве, то вас ожидают не только ГОСТы, но и технологическая инструкция по сварке, в которой подробно расписываются все этапы работ и применяемое оборудование. Так что не стоит паниковать из-за простой инструкции по эксплуатации. Поверьте, это простейшие истины, которые должен знать каждый сварщик. Если вам сложно воспринимать большие объемы информации, можете посмотреть обучающие видео ролики. Ознакомьтесь с одним из них ниже.
svarkaed.ru
Подбор сварочных аппаратов для начинающих
Уважаемые покупатели, эта статья поможет новичкам в сварочном деле выбрать сварочный аппарат.
Сварочные аппараты, которые вы увидите в этом материале — выбор наших покупателей, таких же сварщиков как и вы. В этой подборке вы увидите сварочники, которые больше всего продавались в нашем интернет-магазине. Вы можете посмотреть, что приобретали другие покупатели и сделать свой выбор.
Если вы женщина и не хотите ничего решать, выбирать и вникать в это непростое дело, но вам необходимо сделать вашему мужу подарок — смело звоните нам в офис, мы подберем вам сварочный аппарат, за который вам не придется краснеть. 🙂
Мне нужен сварочный аппарат на дачу и у меня стабильное напряжение в сети.
Производитель: СварогПодключение 220 В. Сварочный ток 10-160 А.
Производитель: ПрофиПодключение 220 В. Сварочный ток 30 — 160 А.
Производитель: AuroraPROПодключение 220 В. Сварочный ток 20-160А. Подключение TIG горелки.
Производитель: СварогПодключение 220 В. Сварочный ток 15 — 160 A.
Мне нужен сварочный аппарат на дачу и у меня нестабильное напряжение в сети.
Производитель: БарсПодключение 220 В. Сварочный ток 30 — 180 А.
Производитель: AuroraPROПодключение 220 В. Сварочный ток 30 — 160 А.
Производитель: БарсПодключение 220 В. Сварочный ток 30 — 200 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10-160 А.
Я бы хотел купить аппарат помощней.
Производитель: РесантаПодключение 220 В. Сварочный ток 10 — 220 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 200 А.
Производитель: AuroraPROНапряжение — 220 В. Сварочный ток MMA — 40-180.
Производитель: СварогПодключение 220 В. Сварочный ток 10-200 А.
Хотелось бы взять универсальный аппарат, где различные типы сварки в одном аппарате.
Производитель: AuroraPROПодключение 220 В. Сварочный ток 50 — 175. Дополнительно MMA и TIG.
Производитель: РесантаПодключение 220 В. Сварочный ток 30 — 190 А.
Мне нужен недорогой сварочный полуавтомат чтобы варить проволокой.
Производитель: FUBAGПодключение 220 В. Сварочный ток 30 — 180 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 160 А.
Производитель: AuroraPROПодключение 220 В. Сварочный ток 175 А.
Мне нужен аппарат аргонодуговой сварки (варить присадочным прутком).
Производитель: AuroraPROПодключение 220 В. Сварка в режиме TIG + MMA. Сварочный ток 10 — 200 А.
Производитель: РесантаПодключение 220 В. Сварочный ток 10 — 180 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10-180 А.
Производитель: FUBAGПодключение 220 В. Сварочный ток 5 — 180 А.
Я хотел бы сваривать алюминий.
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 160 А.
Производитель: AuroraPROПодключение 220 В. Сварка TIG + MMA. Сварочный ток 10 — 200 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10 — 200 А.
Производитель: TritonПодключение 220 В. Сварочный ток 200 А.
Возможно, вам будет интересно:
Как выбрать сварочный электрод?
Сварка в режимах TIG и MIG →← Платы для сварочных аппаратов Сварогsvarkamall.ru
выбор электрода, советы для начинающих
 У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
Что представляет собой инвертор
Сейчас есть широкий ассортимент инверторных сварочных аппаратов, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после — в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Как образуется шов
Основа для чайника в вопросах работы ручного сварочного аппарата — понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
- Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя. Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А. Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
 Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.- Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики».
- Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
 Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.Не забудьте также подготовить свое рабочее место — убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель, на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Как правильно сваривать металл
Итак, все готово и можно постигать технику электросварки для начинающих. Курс обучения лучше всего начать со сваривания двух отрезков металла или трубы толщиной около 5 мм. В первую очередь необходимо зачистить место сваривания от ржавчины и грязи при помощи обычной щетки по металлу. Если этого не сделать, то будет трудно зажечь электрод, да и соединение будет с дефектами.
Чтобы сварить детали указанной толщины, следует воспользоваться электродом ф3 мм. Для такого электрода на инверторном аппарате следует выставить ток около 100 А. Чаще всего регулировочная шкала на инверторе врет и необходимо подкручивать «по ситуации», если металл недостаточно прогревается добавить, если горит — уменьшить.
Работа по свариванию начинается с розжига дуги, для этого необходимо постучать концом электрода по металлу или чиркнуть, как спичкой. С первого раза, скорее всего, не получится, но здесь тот случай, когда необходимо пробовать, а не смотреть. После розжига дуги электрод необходимо проводить вдоль линии шва на расстоянии около 2 мм, при этом «выписывая» фигуры, как бы сшивая свариваемые детали. Благодаря этому шов становится прочнее и шире.
Теперь по поводу длины дуги, 2 мм это оптимальное расстояние в большинстве случаев, при большем расстоянии дуга не стабильна, место сварки не прогревается в достаточной мере и соединение получается очень слабое. Если выдерживать слишком маленькое расстояние, шов получается очень выпуклым, площадь сварки недостаточная, как следствие — непрочное соединение. В зависимости от условий и предпочтений сварщика, есть три метода ведения электрода вдоль шва:
- Ведение перпендикулярно свариваемым деталям позволяет получить красивую и симметричную ванну, но крайне неудобно для реализации. Также очень быстро устает рука. Чаще всего применяют при сварке в труднодоступных местах.
- Ведение под углом назад. Такой метод позволяет иметь максимальный контроль над сварочной ванной, но применим только для нижних швов.
- Ведение под углом вперед. Позволяет достигать большей глубины прогрева свариваемых деталей. Наиболее распространённый и универсальный способ сварки.
После сваривания деталей легким постукиванием молотком следует отделить шлак и проконтролировать полученный шов. Не стоит ожидать, что все получится уже с первого раза. Чтобы начать более или менее правильно варить, добиваться желаемого результата и чувствовать процесс сварки, нужно выварить не один десяток килограмм электродов.
Главное — практика, но она должна быть подкреплена теоретическими знаниями. Если вы начинающий сварщик, вам для обучения пригодится самоучитель. Также можно посмотреть видеоурок в интернете.
pochini.guru