Станок для усиления профильной трубы своими руками чертежи
Главная » Станок » Станок для усиления профильной трубы своими руками чертежиЧертёж к станочку для усиления профильной трубы. — Сообщество «Сделай Сам» на DRIVE2
Восстановил чертежи по вашим просьбам, выкладываю на всеобщее обозрение;
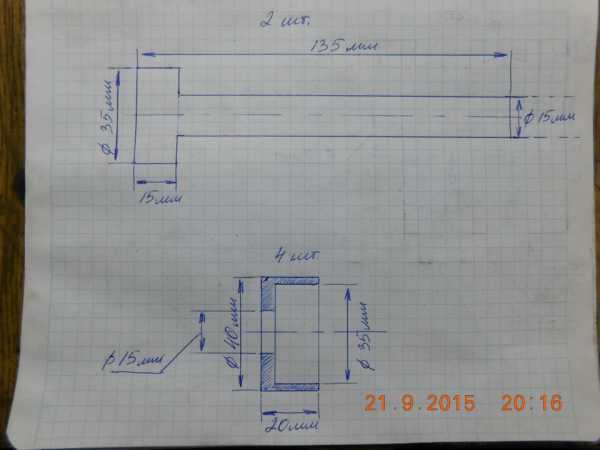
второй вал нужно делать подлиннее, под ручку
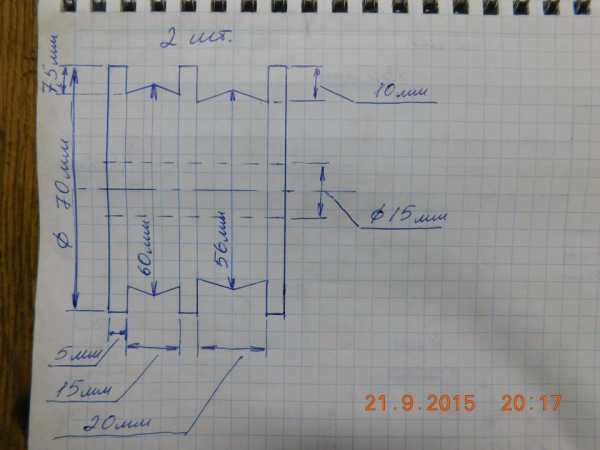
два ролика, одинаковые

подшипники,4 шт

звёздочки,4шт, цепь и подшипники, всё от грм 406
Можно сделать и проще, если найти, подобрать две одинаковые шестерни, которые будут на валах.И относительно их, тогда выточить ролики и валы.Я сделал из того, что было под руками. Две пластины 300*300мм, толщиной я думаю не меньше 5мм(у меня была 10ка), сложил вместе и прихватил, что бы просверлить отверстия под валы(16мм).Чертёж отверстий не зарисовал, но вымерить я думаю будет не трудно.Оденете ролики на валы и узнаете расстояние по центрам валов.Чем ближе ролики друг к другу тем лучше. Сначала собирайте валы на пластину, где будут звёздочки, цепь, потом ролики, потом вторая пластина.Потом одел цепь, вымерил где будут крепится ещё две звёздочки.Когда всё подогнал(цепную передачу), снял пластину с противоположной стороны, ролики прихватил к валам(заранее сделал большим сверлом потаи для сварки) с одной стороны.Одел обратно пластину, приварил низ и верх. Вроде бы всё, если что то упустил или не понятно, спрашивайте, постараюсь пояснить.
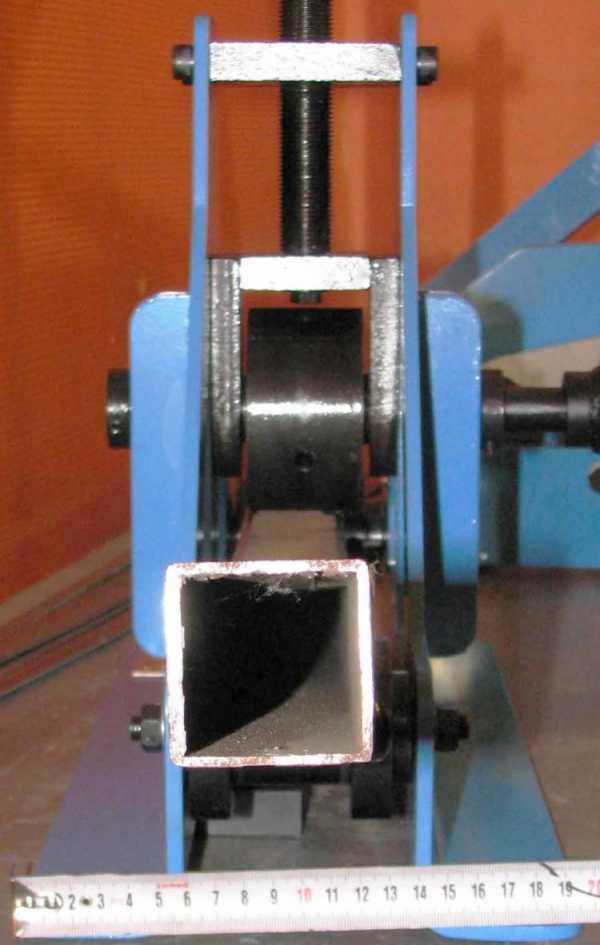
после усиления
Ролики желательно точить из металла покрепче, так как то место которым давит на трубу раскатывается.www.drive2.ru
Вальцы для профильной трубы своими руками: чертеж и инструкция по сборке
Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.
Сделать так, чтобы материал трубы принял нужную форму можно и при помощи обычной горелки. Этот способ не редко практикуется, но мастер сталкивается с некоторыми сложностями:
- получить изделие ровным почти невозможно, это объясняется неправильным распределением усилий и неточностью движений;
- необходим упор и, как результат, много физической силы;
- возникает необходимость в наличии большого рычага, чтобы изменить форму.
Чтобы получить качественный результат, нужно использовать вальцы. При помощи них профильную трубу можно легко преобразить своими руками.
Обычные вальцы представляют собой конструкцию, которая имеет специальный рычаг, приводящая в работу несколько стальных валов, проходя сквозь которые металлическая труба получает необходимую изогнутую форму. Чтобы сделать вальцы своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства. Самодельные вальцы для изгиба профильных труб будут иметь хорошую производительность и достойное качество, если будет точно соблюдена техника их сборки.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
 Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.
Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
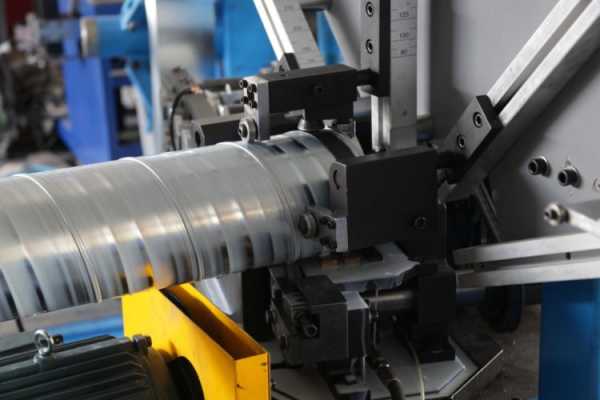
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
Последовательность сборки
 Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.
Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.
Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в ни
i-perf.ru
чертеж и инструкция по сборке
Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.Сделать так, чтобы материал трубы принял нужную форму можно и при помощи обычной горелки. Этот способ не редко практикуется, но мастер сталкивается с некоторыми сложностями:
- получить изделие ровным почти невозможно, это объясняется неправильным распределением усилий и неточностью движений;
- необходим упор и, как результат, много физической силы;
- возникает необходимость в наличии большого рычага, чтобы изменить форму.
Чтобы получить качественный результат, нужно использовать вальцы. При помощи них профильную трубу можно легко преобразить своими руками.
Обычные вальцы представляют собой конструкцию, которая имеет специальный рычаг, приводящая в работу несколько стальных валов, проходя сквозь которые металлическая труба получает необходимую изогнутую форму. Чтобы сделать вальцы своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства. Самодельные вальцы для изгиба профильных труб будут иметь хорошую производительность и достойное качество, если будет точно соблюдена техника их сборки.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
Последовательность сборки
Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в нижней части основания станины, то есть, так, деформация будет происходить под действием поступающей силы на находящиеся в верхней части подающие вальцы.
Затем нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепь. Можно взять велосипедную цепь. Одну из звездочек надо закрепить на деформирующем валу, а другую — на ведомом. Затем в обязательном порядке необходимо аккуратно натянуть велосипедную цепь и лишь после этого можно пробовать вращать соответствующую ручку.
Чтобы самому выточить вальцы нужных размеров, можно использовать обычную легированную сталь. Подготовленные вальцы нужно обязательно подвергнуть закалке. Не забывайте, что полученные таким способом вальцы, по прочности обязаны в значительной мере превосходить тот материал, с которым вы в дальнейшем будете работать на станке.
Фиксируются вальцы на станок с помощью подшипников качения. Закреплять их нужно максимально прочно так, чтобы они не прогнулись и не соскочили во время работы гибочного станка.
Рекомендации профессионалов
Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.Самое важное в данном случае — иметь под рукой весь нужный инструмент и материал. Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, то можно будет решить совершенно любые задачи, даже очень сложные.
Во время сборки этого оборудования нужно в обязательном порядке установить радиальную регулировку. Это даст возможность, если необходимо, быстро изменять размер зазора между рабочими частями устройства. Также нужно подумать и о возможности регулировки углового зазора, что значительно облегчит работу на вальце.
Во время работы на вальце нужно соблюдать технику безопасности. Помимо этого, сам станок не должен представлять какой-то опасности. При сборке устройства своими руками, нужно максимально защитить все рабочие части, таким образом, предотвратив все вероятные риски нанесения травмы. В некоторых случаях самодельный валец по своим характеристикам даже может превосходить заводские станки.
Оцените статью: Поделитесь с друзьями!stanok.guru
самая эффективная методика + инструкция с фото
Что бы обустроить свой частный участок, зачастую требуются теплицы или же беседки, но для этого необходимо согнуть профильную трубку.

Многие люди думают, что это выполнить невозможно своими руками. Но, все же существует несколько давно проверенных методов, которые помогут сделать Вам это, без всяких трудностей.

Краткое содержимое статьи:
Нюансы, которые следует учесть при сгибании трубы
Профильной трубой люди называют изделие, которое имеет, например квадратную форму, и внутри нее пустота.

Конечно изогнуть трубу и не повредить ее при этом, задача не из простых, но все же выполнить ее реально. Все это становится возможным, если использовать специальное приспособление.

Когда Вы начнете сгибать трубу, необходимо следить за внешней стенкой, так как от нагревания она может дать трещины.
Именно поэтому производить изгиб необходимо плавно и медленно, тогда риск того, что труба придёт в негодность резко уменьшается. После изгиба трубы обязательно необходимо проверить края, что бы они смотрели в одну сторону, если же этого не произошло поправьте их аккуратно.

Помните о том, что сгибать трубу необходимо начинать с конца, тогда она легче будет поддаваться изменению профиля.

Сгиб профильных трубок при помощи сварки
Сделать сгиб в трубе можно с помощью болгарки. Ее применяют для того, чтобы сделать надрезы. Для этого Вам необходимо зафиксировать трубу в специальных тисках. Далее аккуратно делаются надрезы в тех местах где будут расположены сгибы трубы.

И дело осталось за малым согнуть профиль в местах надрезах. После проделанной работы, необходимо заварить образовавшиеся отверстия, используя при этом сварку. На последнем этапе места сгиба следует зашлифовать.
Использование песка для сгибания профильной трубы
При помощи использования песка Вы сможете получить трубу необходимого для Вас радиуса.

Для этого Вам понадобиться зафиксировать один из краев трубы в земле, далее наполнить трубку песком.

После это разогреваем специальную паяльную лампу, и проводим ею там, где хотим получить изгиб.

Не следует спешить сгибать трубу, так как труба может не успеть нагреться и как последствие может просто лопнуть. С помощью такого горячего метода вместо песка можно использовать воду.
Сгиб трубы при помощи пружистого метода

Вам понадобится подготовить пружины, которые будут изготовлены из проволоки.

Далее изготовляем шаблон, по которому и будем осуществлять сгиб трубы. Сгиб трубы будет осуществлен благодаря тому, что внутри трубы будет расположена пружина, которая поможет не только согнуть трубу, но и предотвратить ее излом.

Сгиб профильной трубы при помощи трубогиба
Трубогиб – это изготовленная своими руками конструкция, которая состоит из нескольких валиков, которые зажаты между столбиками.
В этой конструкции посредине занимает место каретка, которая изготавливается из уголков, а сверху конструкции располагается площадка в виде квадрата.

Что бы согнуть трубу необходимо ее разместить между валиками и протянуть ее на то расстояние, которое необходимо. После такого первого проката трубка станет похожа на дугу.
Далее следует выполнить те же действия, только уже с другой стороны. Данный набор действий необходимо повторить около 4 – х раз для идеального результата.

После ознакомления со статьей ВЫ понимаете, что согнуть трубу не предоставляет особой сложности и специальных дорогих приспособлений. Главное следовать инструкции и приложить минимум усилий и у Вас обязательно все получиться!

Фото примеры как гнуть профильную трубу












stroykadomainfo.ru
Делаем профилегиб станок своими руками
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
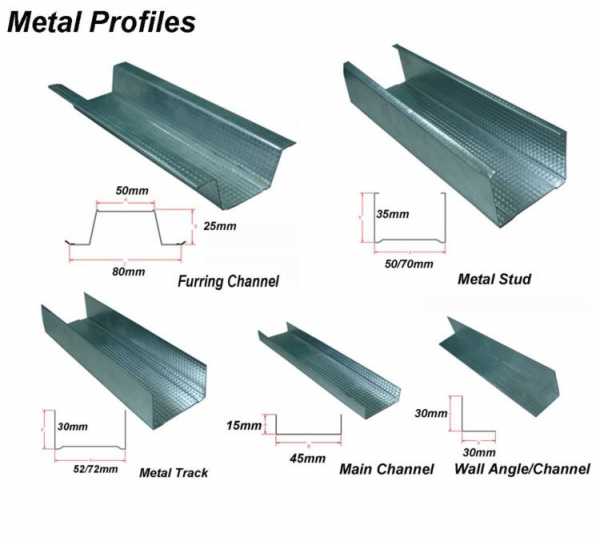
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.

Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы

Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки

Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов

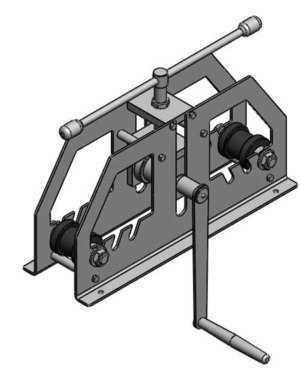
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
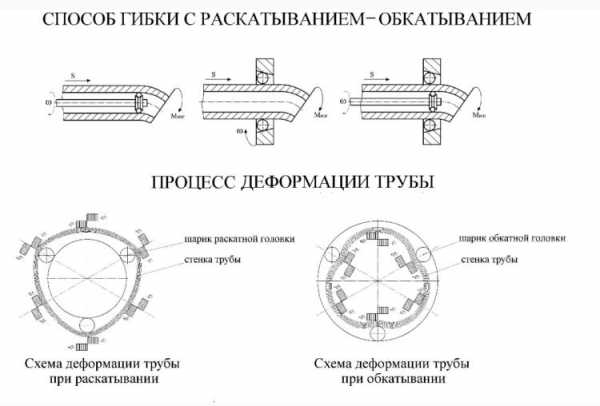
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.

Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже

Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.

Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
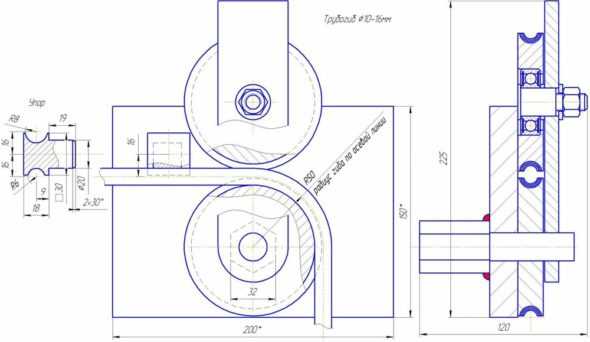
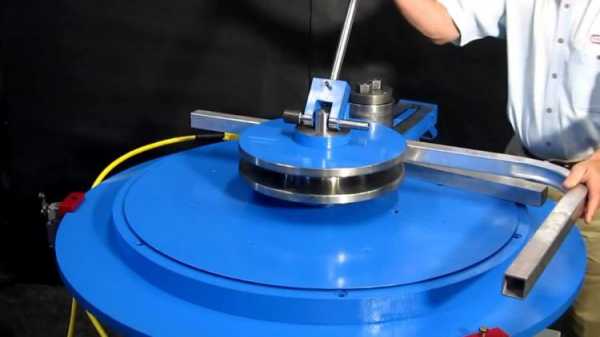
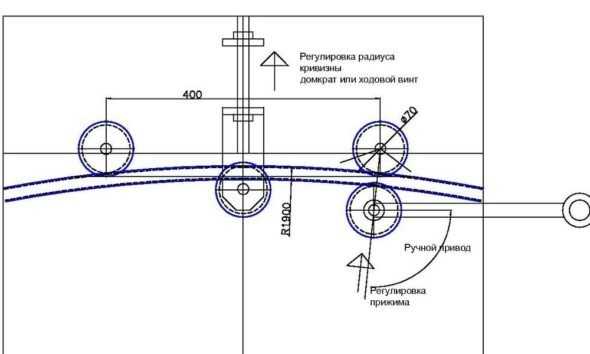
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.

Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.

Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
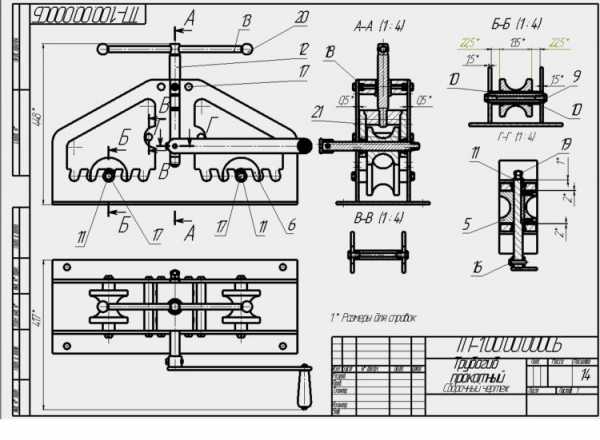
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
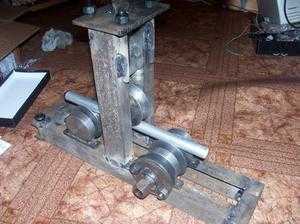
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.











После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.

После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
postroika.biz